How Volumetric Filling Machines Work and Their Applications
Is there a mismatch between your product and your filling machine? Let us guide you on how to select the…
19 May, 2026
 English
EnglishA monoblock filling machine is an integrated system that performs multiple packaging steps—like bottle sorting, liquid filling, and sealing—within a single, unified frame. It is compact, highly automated, and significantly reduces the need for manual intervention. By keeping all critical steps in one station that minimize the risk of contamination and ensure a much steadier production rhythm.
When we design these machines, meet strict GMP standards, the exterior frame is typically constructed from high-quality 304 stainless steel. For the parts that actually touch your product—the filling needles and tubes—we use even higher-grade materials like 316L stainless steel, medical-grade silicone tubing, or specialized plastics like PTFE (Teflon) to prevent corrosion and ensure purity.
The monoblock filling system is the PLC (Programmable Logic Controller). Operators interact through an HMI (Human-Machine Interface) that allows you to set the filling volume or adjust the production speed without stopping the machine.
| Component | Common Brands/Materials | Function |
|---|---|---|
| Machine Frame | SUS304 Stainless Steel | Provides a stable, easy-to-clean structure. |
| Contact Parts | SUS316L / Medical Silicone | Prevents chemical reactions with the product. |
| Control System | Delta / Siemens PLC | Manages the timing and logic of the entire line. |
| Touch Screen | Delta / Weinview HMI | Interface for the operator to adjust parameters. |
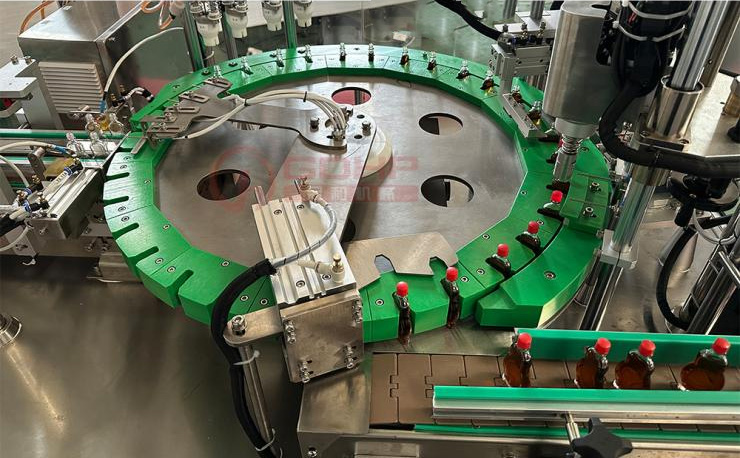
One of the first things you will notice about a monoblock filling machine is its circular or “intermittent” movement. Instead of bottles moving in a long straight line, they are usually held in custom-made molds or a “star wheel” that rotates them through different stations. This rotating motion is what allows us to fit three or four different processes into a machine that might only be a few meters wide.
The distance between the filling station and the capping station is so short, there is less time for the product to be exposed to the air, which is critical for maintaining sterility. Furthermore, since it is one machine, maintenance is much simpler because you are only dealing with one set of motors and one centralized control system.

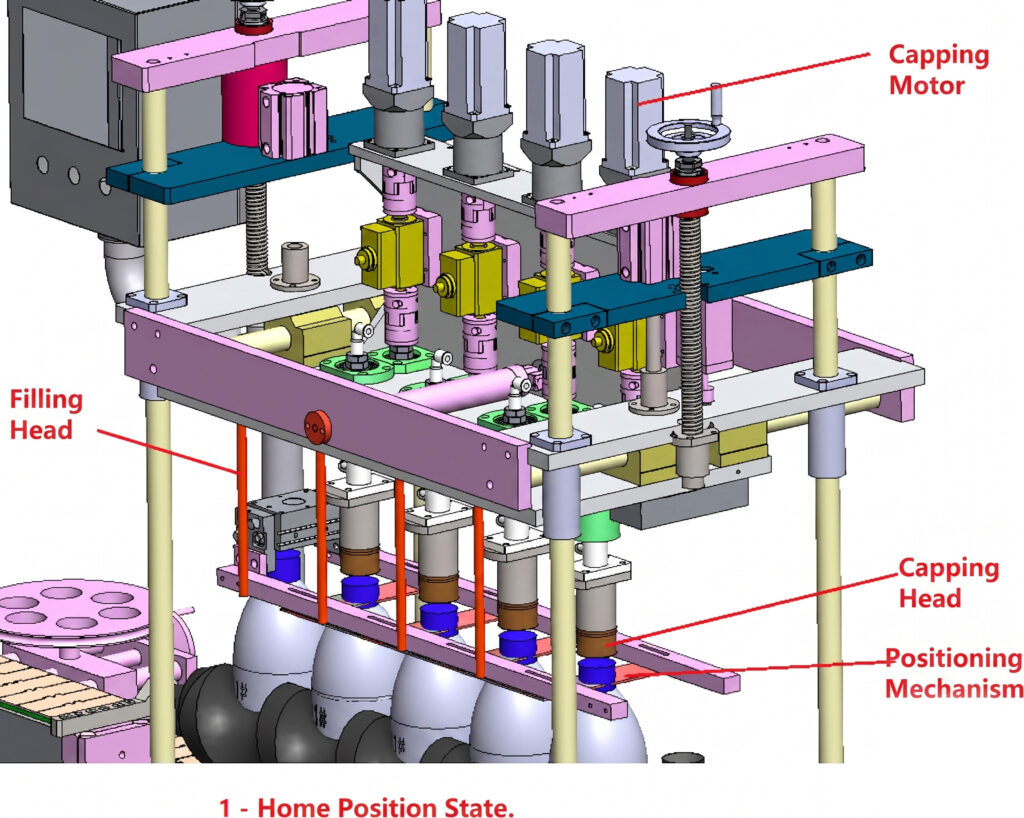
Moving from the stationary frame to the moving parts, the monoblock filling machine operates through a tightly timed sequence.
The process begins with getting the bottles onto the line. For many of my clients in the IVD (In-Vitro Diagnostics) industry, the bottles are small, light, and often irregularly shaped, which makes them prone to tipping over. To solve this, we often use “activity molds” or custom fixtures. Instead of the bottle sliding along a rail, it sits securely inside a CNC-machined block that travels through the machine.
In some setups, we use a vibrating bowl or a storage bin that can hold dozens of bottles at once. For more specialized tasks, such as handling culture media, I’ve designed systems where a technician manually places bottles into the fixtures under a laminar flow hood to maintain a “Class 100” clean environment. This ensures that even before the liquid touches the bottle, the environment is controlled and the bottle is perfectly positioned for the next step.
Once the bottle is positioned, it moves under the filling heads. This is where the real engineering happens. For reagents and biological liquids, I almost always specify peristaltic pumps (often from brands like Lange).
I prefer peristaltic pumps for several reasons:
To prevent bubbles or splashing, the monoblock filler uses “bottom-up” filling. The filling nozzle (made of non-reactive PP or PTFE) actually dives into the bottle and rises slowly as the liquid rises. This “diving” motion is controlled by a servo motor or pneumatic cylinder to ensure there are no drips on the bottle rim, which would ruin the seal later.
After filling, the bottle moves to the capping station. A mechanical arm or manipulator picks up a cap—often sorted by another vibrating plate—and places it onto the bottle mouth. For products that require a two-step seal, such as a plug followed by a screw cap, the monoblock filling machine handles both in consecutive stations.
The most critical part of this step is “torque control”. If a cap is too loose, the product leaks; too tight, and the consumer can’t open it. We use servo-driven capping heads where the twisting force (torque) can be adjusted digitally on the touch screen. I once worked on a project for medicated oil where the bottles were very small. We implemented a dual-station capping system that achieved a qualification rate of over 99% because the servo motors could detect exactly when the cap was seated correctly.
| Feature | Engineering Benefit |
|---|---|
| No Bottle-No Fill | Uses fiber optic sensors to prevent liquid waste if a fixture is empty. |
| Servo Capping | Allows for precise, repeatable tightness for every single bottle. |
| Diving Nozzles | Eliminates foaming and prevents contamination of the bottle neck. |
I vividly remember a project that perfectly illustrates the problem-solving capability of a well-designed monoblock filling machine. A client in the IVD industry approached us with a challenge: they needed to fill irregularly shaped biochemical reagent bottles, specifically focusing on 15ml and 60ml volumes. Their manual process was too slow, and standard straight-line conveyors kept tipping the uniquely shaped bottles over.
Our engineering team at GDHP designed a custom solution using the GHALF-4-2 automatic filling and capping machine. Instead of a standard conveyor, we utilized a specialized running mode with customized jigs—a set of 40 individual holding molds that securely gripped the irregular bottles as they moved through the stations.

For the filling station, we integrated a 4-head Lange peristaltic pump, which is renowned for its high precision. We achieved an impressive filling accuracy of ≤0.4ml for the 15ml bottles and ≤0.7ml for the 60ml bottles. The capping station utilized a dual-head servo motor system that pre-screwed and then tightened the caps, ensuring a capping qualification rate of ≥99%. The final result was a highly stable production line outputting over 3000 bottles per hour for the 15ml size, and 1800 to 2400 bottles per hour for the 60ml size. We turned their complex bottleneck into a streamlined, highly profitable operation.
| Feature | 15ml | 60ml |
|---|---|---|
| Filling Accuracy | ≤0.4ml | ≤0.7ml |
| Outputting | 3000 bottles/hour | 2400 bottles/hour |
Purchasing an industrial monoblock filling machine is not like buying a household appliance off the shelf. It requires a rigorous engineering approach to ensure the equipment matches your exact material properties and facility constraints. Here is the standardized process I guide my clients through to build a customized turnkey solution:
Yes, but GDHP machine utilizes a customized fixture approach rather than universal rails. A monoblock uses a central index, so instead of adjusting mechanical tracks, you simply swap out the holding molds (治具) that are precision-cut for your specific bottle. However, keep in mind that this setup is most efficient for bottles with similar specifications; switching between drastically different sizes frequently will increase your downtime.
Precision is one of the greatest advantages of this integrated system. By utilizing high-precision peristaltic pumps (like the industry-standard Lange models) or servo-driven piston pumps, the accuracy is extremely tight. For example, in our biochemical reagent lines, a 15ml fill can easily maintain an error margin of ≤0.4ml, and a 60ml fill can be kept within ≤0.7ml.
Absolutely. The main structure of the machine is built with premium SUS304 stainless steel, and any parts that come into contact with the material are often upgraded to 316L stainless steel or medical-grade silicone. Furthermore, because of its compact footprint, the entire machine can be easily installed under a Class 100 laminar flow hood, ensuring it fully complies with stringent GMP hygiene requirements.
The production speed depends on the fill volume and the characteristics of your product. For small doses, such as an 8ml essential balm or a 15ml diagnostic reagent, the machine can comfortably achieve high speeds of over 3,000 bottles per hour. Larger volumes (like 60ml) naturally take slightly longer, averaging around 1,800 to 2,400 bottles per hour, but the pacing is highly stable and continuous.
Yes, the space-saving aspect is significant. By integrating bottle feeding, filling, stoppering, and capping into a single, compact base, it completely eliminates the need for the long connecting conveyor belts required between separate, standalone machines. This makes it an ideal solution for tight cleanrooms, laboratory environments, or optimizing smaller factory layouts.
GDHP modern monoblocks are controlled by advanced PLCs (like Delta or Siemens) and are equipped with multiple fiber-optic sensors. Standard safety features include a “no bottle, no fill” protocol, “no cap detection with alarm shutdown,” and “crooked cap” detection to prevent material waste and ensure every product leaving the line is perfectly sealed.
The primary engineering trade-off is that because all stations are physically integrated, a mechanical fault in one area—such as a jammed cap—will temporarily halt the entire machine. This centralized maintenance risk requires swift troubleshooting. However, the distinct advantage is that your operators only have one central touch screen interface to manage and diagnose, rather than trying to coordinate the speeds and errors of three completely separate machines.