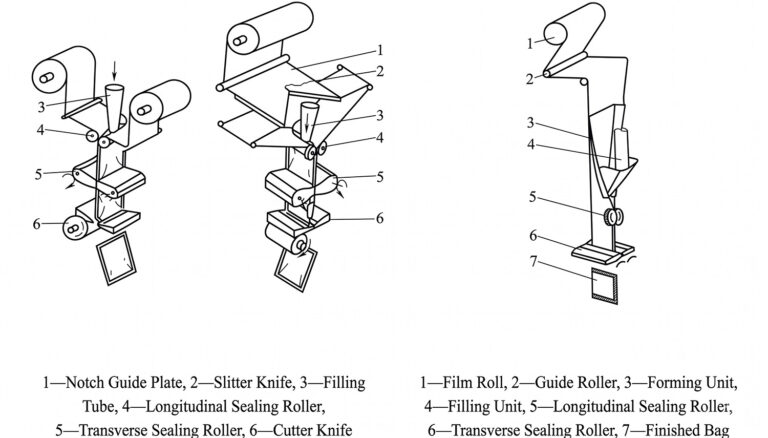
Best 10 Vertical Form Fill Seal Machine Manufacturers In China
Analyzes the top 10 vertical form fill seal machine manufacturer in China, their technical advantages, and how to choose the…
28 April, 2026
 English
EnglishHow to maximize production efficiency while dealing with limited floor space and strict hygiene requirements. If you are operating in the pharmaceutical, cosmetic, or specialized food industries, traditional linear production lines might not always be the optimal choice. This brings us to a highly efficient solution: the monoblock filling system.

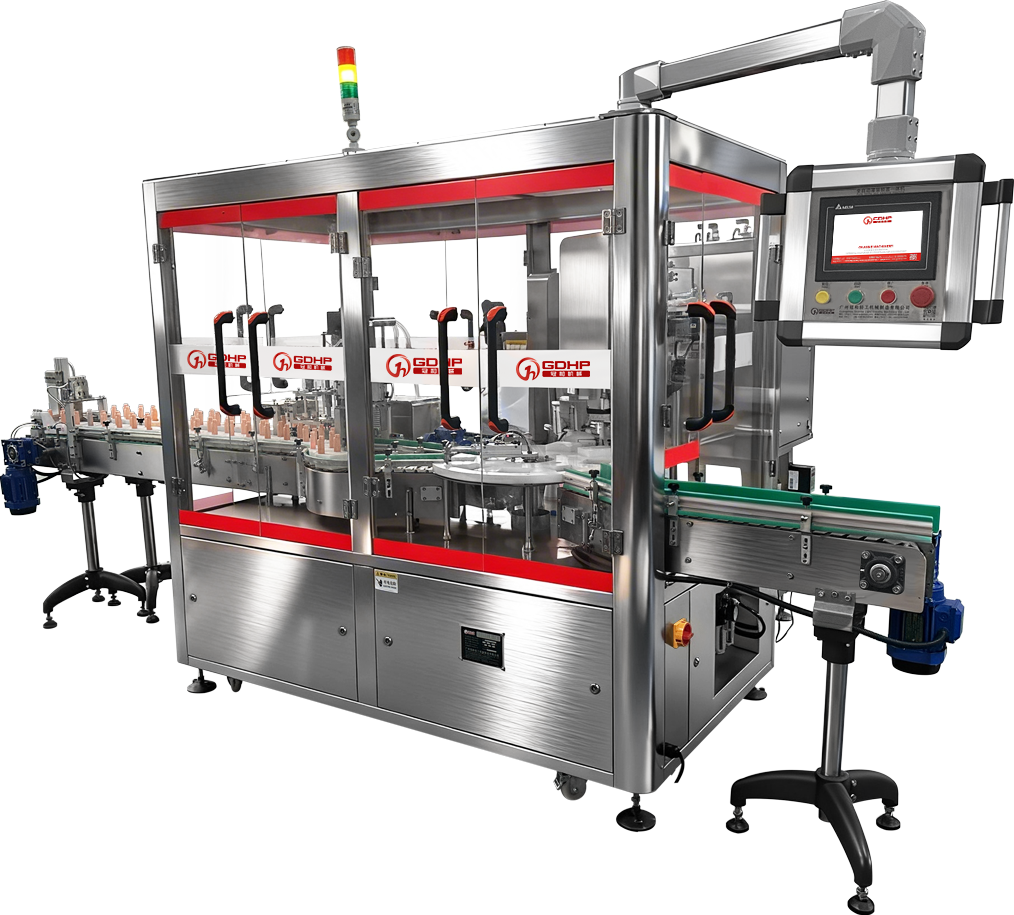
A monoblock filling machine is a highly automated piece of equipment that integrates multiple packaging processes—such as bottle unscrambling, liquid filling, plug inserting, cap sorting, cap placement, and capping—into a single, unified machine base. Instead of having separate machines connected by long conveyor belts, a monoblock system utilizes a central rotary star-wheel or indexing table to move containers from one station to the next in a highly synchronized manner. This design is highly automated and typically requires very little manual intervention.
To give you a balanced engineering perspective, it is crucial to understand that while monoblock systems are fantastic, they are not a one-size-fits-all solution. Here is an objective breakdown of their capabilities:
Advantages:
Disadvantages:
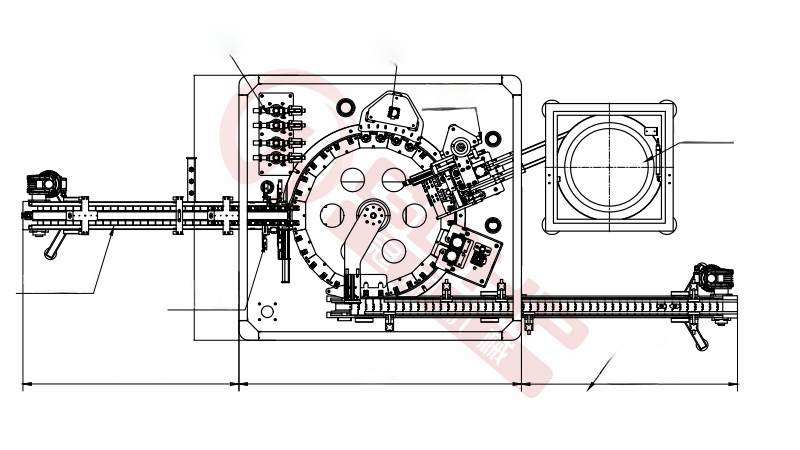
The core mechanical principle of a monoblock system relies on precise timing. Typically, an indexing mechanism drives a rotary table to move in intermittent, calculated steps.
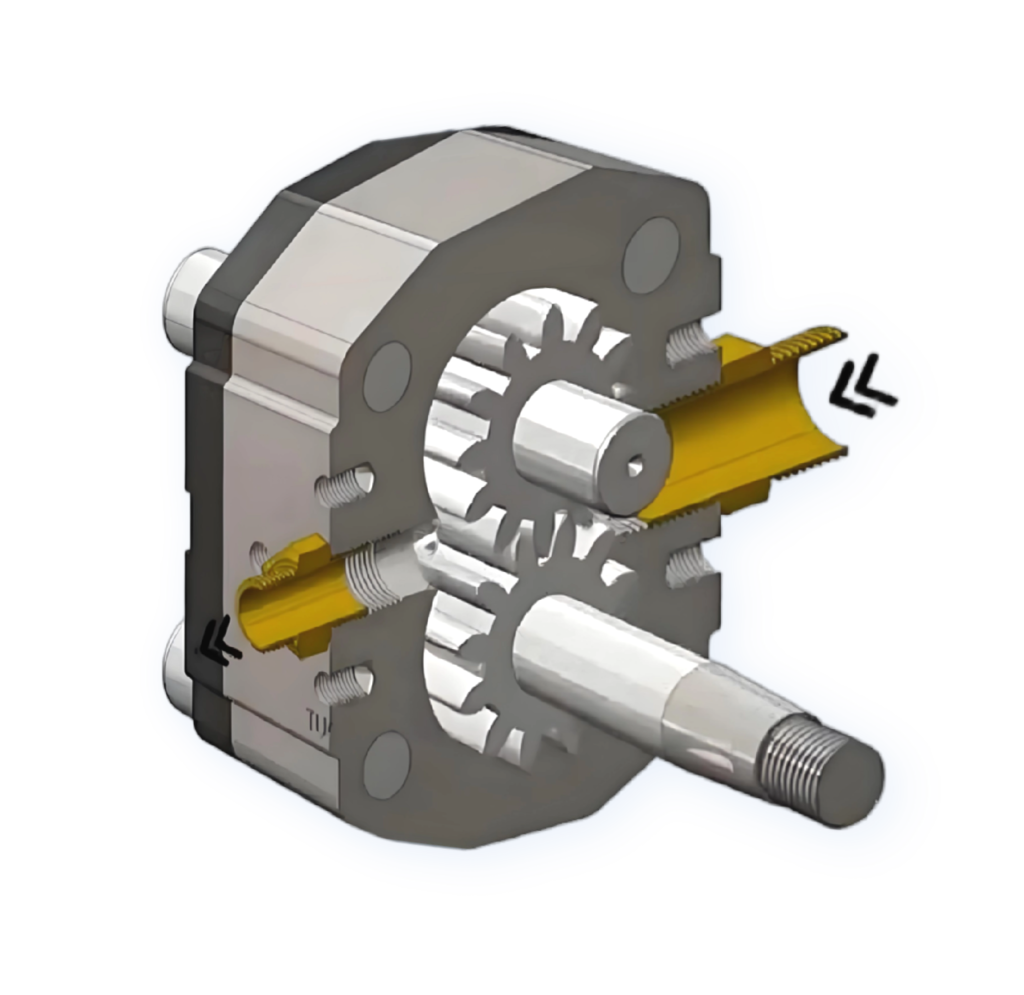
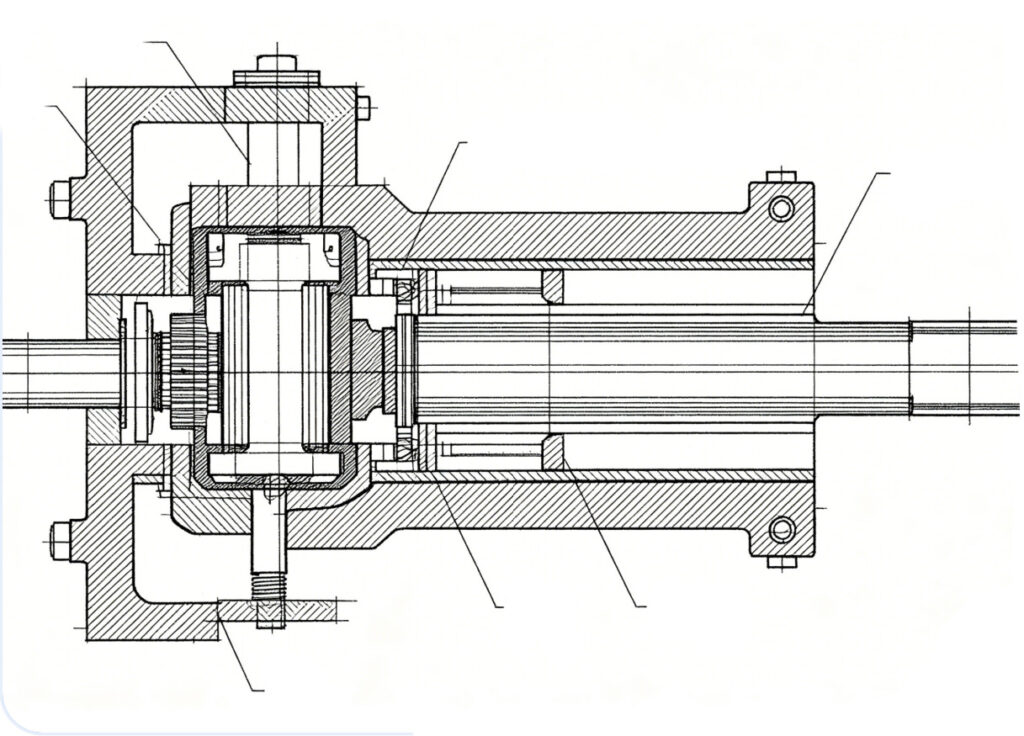
The heart of any filler is the pump. In my engineering practice, the choice of pump dictates the accuracy and reliability of the machine. Monoblocks commonly utilize the following technologies:


In my years of engineering and commissioning production lines at GDHP, the most common mistake I see factory owners make is buying a machine without fully analyzing their material. The characteristics of your product—its fluidity, corrosiveness, tendency to foam, or particle content—directly dictate the structural design and the core components of the filling machine.
To help you make the right choice, here is a breakdown of how we match pumps and filling methods to specific materials:
Liquid materials are generally categorized by their viscosity and chemical properties.
Handling pastes requires addressing issues like poor flow, material separation, and nozzle clogging.
Powders are notoriously difficult to handle because they generate dust and tend to clump.
A machine is only as reliable as the materials and parts used to build it. Strictly adhere to industrial and medical-grade standards.
The physical structure of the machine must resist wear and remain sanitary.
I always tell my clients: the mechanical parts are the bones of the machine, but the electronics and pneumatics are the brain and muscles. We rely exclusively on world-renowned brands to ensure low failure rates and long service life.
| Component Type | Function | Preferred Brands |
|---|---|---|
| PLC (Controller) | The "brain" that controls all synchronized timing. | Delta (Taiwan), Siemens (Germany) |
| Pneumatic Cylinders | Provides motion for clamping, diving nozzles, and cutting. | AirTAC (Taiwan) |
| Sensors (Photoelectric) | Detects bottles and caps to ensure "no bottle, no fill". | Keyence (Japan), Sick (Germany), Autonics (Korea) |
| Low-Voltage Electrics | Relays and switches for safe power distribution. | Schneider (France) |
When designing a new factory layout, you must decide between a monoblock system and a traditional linear system. Here is a direct engineering comparison based on my field experience:
The most obvious difference is space. A monoblock system integrates unscrambling, filling, plugging, and capping into one tight rotary base. This compact structure completely eliminates the long conveyor belts needed to connect standalone machines, significantly saving valuable cleanroom or workshop floor space. Linear lines require a much larger footprint.

Different manufacturing sectors have vastly different compliance and production standards. At GDHP, we design our machinery to meet the exact regulatory and operational demands of your specific field.
In the pharmaceutical industry, hygiene and precision are non-negotiable. Monoblock systems are highly favored here because their compact design allows the entire machine to operate seamlessly under a Class 100 laminar flow hood. This ensures a highly sterile environment. We typically equip these machines with high-precision peristaltic pumps, this design ensures that the liquid comes into contact solely with medical-grade silicone tubing, completely avoiding any contact with the metal components of the machine itself. Consequently, the highly complex cleaning and sterilization process (SIP/CIP) is simplified to a mere matter of detaching the old tubing and installing new tubing—thereby physically eliminating the possibility of cross-contamination.. This setup is widely used for vials, oral liquids, eye drops, and biochemical reagents.
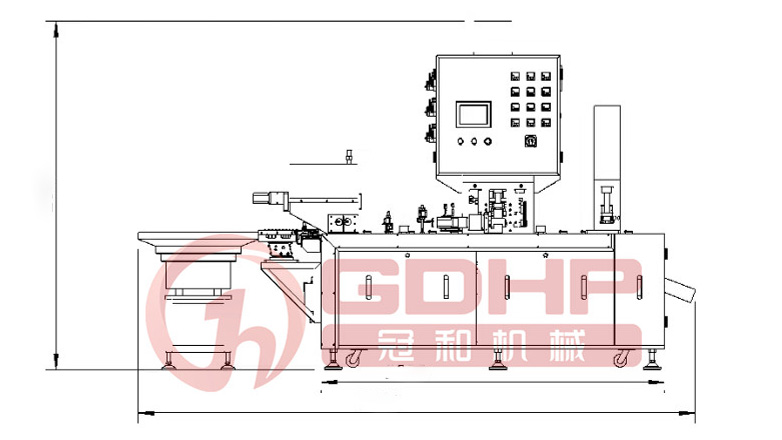
The cosmetic industry deals with a massive variety of packaging types, from tiny glass essential oil bottles to plastic tubes for facial creams. When processing high-viscosity tube-packaged products—such as facial cleansers, hand creams, or toothpaste—machines (such as the GDHP HY-NJR model) employ an insert-type filling nozzle that extends deep into the base of the tube. This design prevents thick cosmetic products from “stringing” or dripping after filling; as the material is injected, the nozzle slowly retracts from the bottom upward, ensuring that no air pockets remain inside the tube. For products packaged in plastic or composite tubes, we build specialized inner-heating tube filling and sealing machines. By heating the inside of the tube before sealing, we ensure a much stronger and more visually appealing seal compared to older external heating methods. Monoblocks are also perfect for handling small, high-value cosmetic containers like perfume and nail polish.
While massive beverage plants use high-speed rotary lines, monoblock systems are excellent for specialized food products. They are frequently used for small-batch items like e-cigarette liquids, small beverage bottles, honey, and flavored syrups. Because the material flow path from the hopper to the bottle is extremely short, the risk of contamination is minimized, helping food manufacturers meet USDA sanitary standards or European CE certification.
A machine will only perform as well as the team operating it. Based on my field commissioning experience, a proactive approach to operations prevents 90% of unplanned downtime.
Monoblock machines are heavily reliant on sensor networks to prevent material waste and mechanical crashes. You must regularly inspect and clean these sensors. Our systems are equipped with photoelectric sensors that detect common faults:
When managing high-speed integrated production lines, make “Starwheel Tension and Alignment Checks” an absolute top priority. It is strongly recommended that you halt operations every 500 hours to thoroughly inspect the tension and physical alignment between the infeed starwheel and the main filling turret. Should broken glass or bottle fragments become lodged in the underlying drive gear assembly, you face a catastrophic shutdown requiring hours—or even days—of intensive cleanup work. To prevent a multi-million-dollar production line from being paralyzed by a single, inexpensive component, plant supervisors must establish an on-site “Strategic Spare Parts Inventory.” This inventory must be kept fully stocked at all times with critical wear parts: complete sets of nozzle tips, seals of various diameters, spare photoelectric sensors, pneumatic fittings, and key relays. This ensures that, in the event of minor wear or damage, operators can resolve the issue on the spot within minutes—rather than waiting anxiously for days for a courier delivery.
| Core Components | Common Failure Symptoms & Root Causes | Resulting Production Consequences | Senior Engineer's Maintenance Recommendations |
|---|---|---|---|
| Seals & O-Rings | Prolonged, high-frequency friction—or corrosion caused by potent cleaning agents (CIP)—leads to material aging and degradation. | Filling accuracy fluctuates drastically, and the nozzles exhibit persistent dripping, resulting in contamination of the bottle exteriors. | Conduct regular monthly inspections; immediately replace any components that appear hardened or deformed. For highly corrosive products, it is imperative to upgrade to materials such as Teflon (PTFE) or fluororubber. |
| Sensors | The sensor lens has accumulated splashed liquid product, dust, or moisture, or the parameters have been configured incorrectly. | The system frequently triggers false "missing bottle" alarms, causing the machine to pause abnormally or skip scheduled filling operations. | Operators must cultivate the habit of wiping the sensor lens daily using a lint-free cloth, and strictly verify the PLC's signal delay (Debounce) settings whenever switching production runs. |
| Star-wheels | After prolonged operation, fasteners loosen, resulting in minor physical alignment deviations. | At high speeds, bottles are squeezed and topple over—or even become severely jammed and crushed—leading to conveyor belt blockages. | Weekly calibration of synchronization positions using a specialized dial indicator, and inspection of the star wheel tension, are required. |
| Filling Nozzles | Inadequate post-shift cleaning allows residual product within the valve body to dry out and cake, preventing the valve core from fully resetting and closing. | This results in the generation of excessive, abnormal foam or a failure to cut off the liquid flow, leading to severe contamination of the entire central turntable. | Strictly adhere to the daily high-temperature cleaning procedure prior to the end of the shift; for materials prone to caking, the valve head must be dismantled for thorough manual scrubbing. |
The packaging industry is evolving rapidly. We are no longer just making machines; we are making “smart” assets that contribute data to your business.
Within the machine, the PLC is responsible for precise control of cylinder extension/retraction and servo rotation. Operational data is transmitted in real time via high-speed Ethernet to the SCADA system.
This data is further integrated into the MES, enabling full traceability across the entire product lifecycle. The MES automatically records detailed production parameters, such as the exact capping torque applied to the 5,000th reagent bottle produced at 10:00 AM, as well as the precise deviation range in its filling volume.
The system also interfaces seamlessly with enterprise-level SAP/ERP platforms, eliminating error-prone manual, paper-based records. This digitalized data chain is essential for pharmaceutical manufacturers to meet strict regulatory and compliance requirements.
In 2026, against the global backdrop of calls for low-carbon and eco-friendly practices, environmental sustainability is profoundly driving a transformative shift in the design of fluid control engineering systems. The latest integrated servo-drive units—by eliminating a significant number of traditional, inefficient pneumatic components—have resulted in a dramatic, precipitous decline in the overall energy consumption (specifically, electricity usage) of the machinery. Even more critically, this advancement contributes significantly to the conservation of material and water resources. We engineer our monoblock systems to be “green” in two ways:
A client in the daily chemical sector needed a high-speed solution for an 8ml medicated essential oil product.
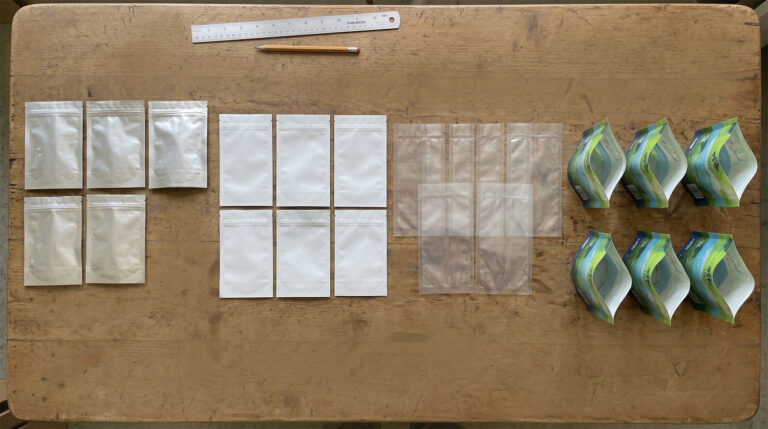
An In Vitro Diagnostics (IVD) manufacturer approached us to automate the filling and film-sealing of single and double-ear antigen extraction tubes.
Whether you are a startup or an established global brand, the move toward monoblock automation is a move toward a more profitable, stable future. If you are ready to find the right solution for your manufacturing goals, our specialists are standing by to help you scale.
It is not just a simple protective cover; it is a high-safety system designed to isolate electrical operations from hazardous environments.
Hardware Isolation: The line is equipped with industrial-grade explosion-proof electrical boxes and motors.
Physical Decoupling: We use advanced physical isolation technology to ensure that electrical components are completely “decoupled” from external flammable gases, eliminating fire hazards at the source.
Structural Barrier: The outer shell is made of high-strength stainless steel and thickened explosion-proof tempered glass to provide a physical safety barrier in extreme cases.
Static electricity is a major risk when handling volatile liquids like ethanol or isopropanol.
Anti-Static Engineering: We use high-performance anti-static air pipes to ensure that charges generated by high-speed gas friction are exported in real-time.
Prevention: This design eliminates any possibility of static discharge coming into contact with volatile vapors.
For low-flashpoint disinfectants, peristaltic pumps offer superior safety and hygiene.
Zero Friction Heat: Material only contacts medical-grade silicone tubing; there is no mechanical friction between moving parts, which avoids heat generation.
Contamination-Free: The “closed-loop” path prevents material oxidation and simplifies the cleaning process between batches.
We utilize a “12-head collaborative” design to manage the workload.
Redundancy Logic: To maintain a total output of $100 \text{ bpm}$ (bottles per minute), the load on each individual filling head is kept low.
Load Calculation:
Precision Control: This allows each pump to operate at low speeds for high-precision filling, managed by a PLC programmable control system.
Yes, the system is designed for high flexibility to handle the diverse product matrices common in the disinfectant industry.
Recipe Management: Users can switch between 30ml and 100ml specifications by simply calling up a “memory recipe” on the touch screen.
Servo Adjustment: The servo system automatically adjusts the peristaltic pump rotations without the need for manual recalibration.
Efficiency is gained through modular design and intelligent settings.
Time Savings: Traditional lines often require 120–180 minutes for a full specification changeover.
Optimization: The GDHP system reduces this transition time to just 20 minutes, significantly increasing flexible production capacity.
At $100 \text{ bpm}$, manual inspection is impossible, so we integrated an automated “sentry”.
Detection: The induction foil detection machine uses electromagnetic induction to monitor every bottle passing through the sealer.
Rejection: If a missing foil is detected, a pneumatic pusher immediately removes the bottle into a reject bin, ensuring zero-defect shipments.
By moving from semi-automated to fully automated explosion-proof systems, the labor requirement drops sharply.
Crew Reduction: A typical manual or old line requires 5–6 people for bottle arrangement and capping.
Current Metrics: The new line requires only 1–2 people for material feeding and general supervision, optimizing labor costs by 70%.
The stainless steel disc bottle feeder does more than just organize bottles.
Personnel Safety: It allows workers to stay away from the core filling zone, where gas concentrations are highest.
Static Risk Mitigation: By reducing the need for staff to move around the hazardous zone, risks from static electricity on clothing or footwear are minimized.
Beyond the 66.7% increase in output, the value lies in “invisible assets”.
Compliance: The full explosion-proof certification provides solid grounding for safety inspections by fire and health authorities.
Brand Security: Automated rejection of faulty products protects the brand’s reputation from the fallout of leaking or ineffective products.
Scalability: The modular design allows for smooth upgrades or further speed increases as market demand grows.