Passando dal telaio fermo alle parti mobili, il macchina riempitrice monoblocco funziona através di una sequenza strettamente temporizzata.
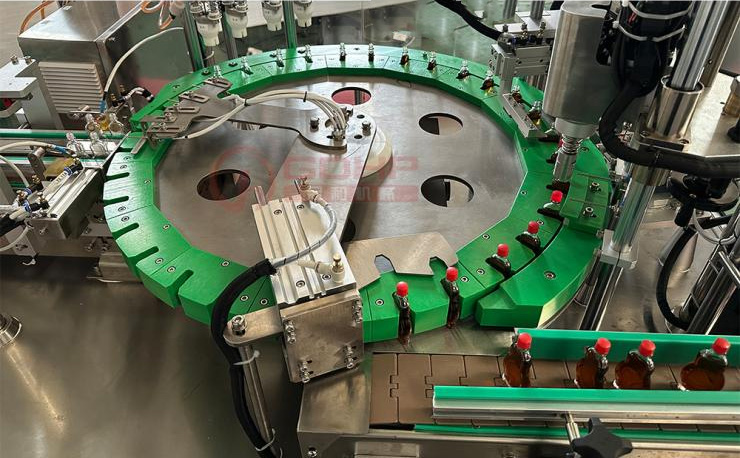
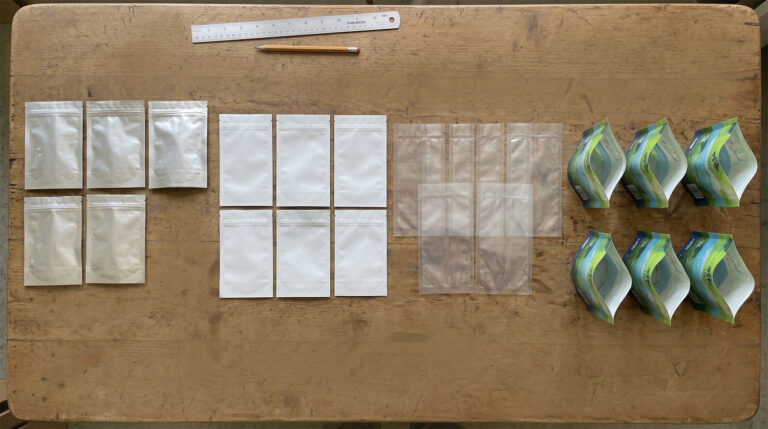
Il processo inizia posizionando le bottiglie sulla linea. Per molti dei miei clienti nel industria IVD (diagnostica in vitro) le bottiglie sono piccole, leggere e spesso di forma irregolare, che le espongono al ribaltamento. Per risolvere questo problema, spesso utilizziamo “stampi attivi” o sistemi su misura. Invece che la bottiglia scorra lungo una rotaia, si assicura saldamente all'interno di un blocco lavorato a CNC che percorre la macchina.
In alcuni allestimenti, utilizziamo un ciotola vibrante or una cassetta di stoccaggio che può contenere decine di bottiglie contemporaneamente. Per compiti più specializzati, come la gestione del mezzo di coltura, ho progettato sistemi in cui un tecnico posiziona manualmente le bottiglie negli alloggiamenti sotto una cappa a flusso laminare per mantenere un ambiente pulito di “Classe 100”. Questo garantisce che, anche prima che il liquido tocchi la bottiglia, l'ambiente sia controllato e la bottiglia sia perfettamente posizionata per il passaggio successivo.
Una volta posizionata la bottiglia, si sposta sotto le teste di riempimento. Qui avviene la vera ingegneria. Per reagenti e liquidi biologici, quasi sempre specifico pompe peristaltiche (spesso da marchi come Lange).
Preferisco pompe peristaltiche per diversi motivi:
- Contaminazione zero: Il liquido tocca solamente i tubi in silicone medicale, non gli ingranaggi interni della pompa.
- Facile Pulizia: Per cambiare prodotto, basta scambiare il tubicino invece di smontare l'intera pompa.
- Alta precisione: Possiamo ottenere una precisione incredibile—Quando si processano liquidi a bassa viscosità (come olio medicato, 20°C), l'apparecchiatura può raggiungere una precisione di riempimento di ±0,5 ml per bottiglie da 8 ml a una velocità di 3300 bottiglie/ora.
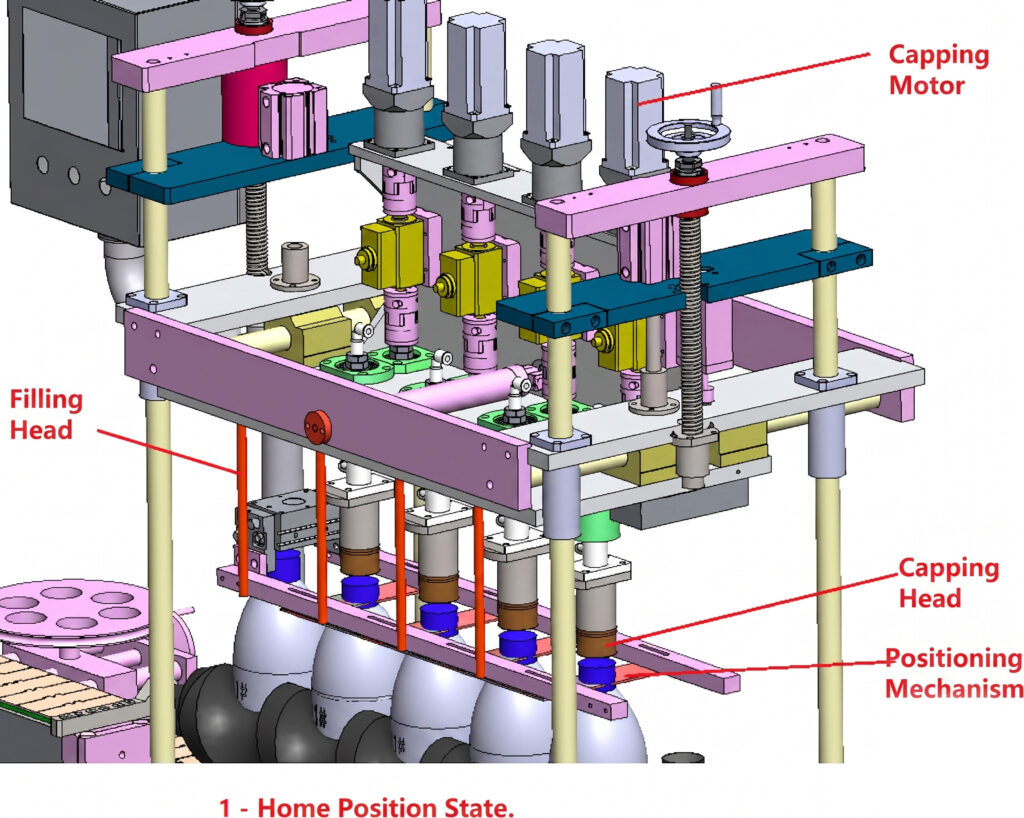
Per evitare bolle o schizzi, la riempitrice monoblocco usa il riempimento “dal basso verso l'alto”. Il beccuccio di riempimento (realizzato in PP o PTFE non reattivo) in realtà si immerge nella bottiglia e risale lentamente man mano che il liquido aumenta. Questo movimento di “tuffo” è controllato da un motore servo o da un cilindro pneumatico per garantire che non ci siano gocce sul bordo della bottiglia, cosa che comprometterebbe la tenuta in seguito.
Dopo la riempitura, la bottiglia si sposta alla stazione di tappatura. Un braccio meccanico o manipolatore raccoglie un tappo — spesso selezionato da un'altra piastra vibrante — e lo posiziona sull'apertura della bottiglia. Per i prodotti che richiedono una sigillatura a due passaggi, come un tappo a innesto seguito da una tappa a vite, il macchina riempitrice monoblocco gestisce entrambe nelle stazioni consecutive.
La parte più critica di questo passaggio è il “controllo della coppia”. Se un tappo è troppo allentato, il prodotto perde; troppo serrato, e il consumatore non riesce ad aprirlo. Utilizziamo teste di tappaggio azionate da servomotore dove la forza di torsione (torque) può essere regolata digitalmente sul touchscreen. Una volta ho lavorato a un progetto per olio medicato dove le bottiglie erano molto piccole. Abbiamo implementato un sistema di tappaggio a doppia stazione che ha raggiunto un tasso di qualificazione superiore a 99% perché il servomotori poteva rilevare esattamente quando il tappo era seduto correttamente.