Лучшие 10 производителей вертикальных машин для заполнения и упаковки форм (VFFS) в Китае
Анализирует топ-10 производителей вертикальных формовочно-запаковочных машин в Китае, их технические преимущества и как выбрать...
Апрель 28, 2026
 Русский
РусскийA моноблоковая упаковочная машина это интегрированная система, которая выполняет несколько этапов упаковки — сортировку бутылок, заполнение жидкостью и запечатывание — в одной единой раме. Iон компактный, высоко автоматизированный и значительно снижает потребность во вмешательстве человека. Сохраняя все критические этапы на одной станции, что минимизирует риск загрязнения и обеспечивает гораздо более устойчивый темп производства.
Когда мы проектируем эти машины, соответствуют строгим GMP нормам, внешняя рама обычно изготавливается из высококачественных 304 нержавеющей стали. Для деталей, которые непосредственно контактируют с вашим продуктом — иглы и трубки для заполнения, мы используем еще более высококачественные материалы, такие как 316L нержавеющая сталь, медицинского класса силиконовая трубка или специализированные пластики, такие как PTFE (Тефлон) для предотвращения коррозии и обеспечения чистоты.
The моноблоковая система заполнения это ПЛК (программируемый логический контроллер). Операторы взаимодействуют через HMI (интерфейс человек–машина), который позволяет задавать объем наполнения или регулировать скорость производства без остановки машины.
| Компонент | Обычные бренды/материалы | Функция |
|---|---|---|
| Корпус машины | Нержавеющая сталь SUS304 | Обеспечивает стабильную, легко чистящуюся конструкцию. |
| Контактные части | SUS316L / медицинский силикон | Предотвращает химические реакции с продуктом. |
| Система управления | Delta / Siemens PLC | Управляет временем и логикой всей линии. |
| Екран касания | Delta / Weinview HMI | Интерфейс для оператора по настройке параметров. |
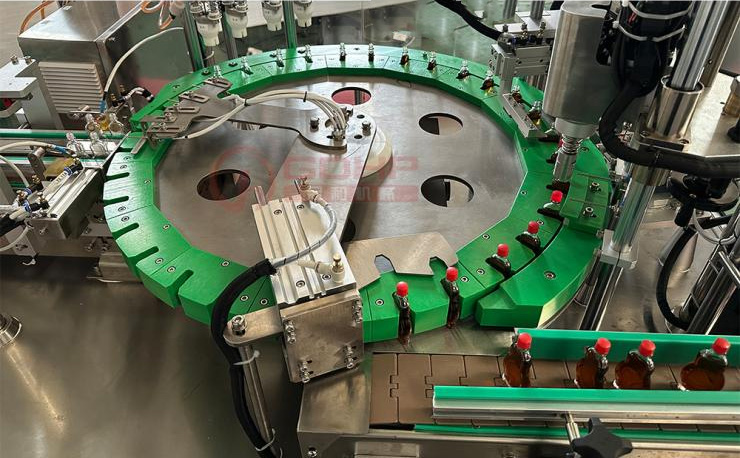
Одно из первых, что вы заметите в устройстве моноблоковая упаковочная машина его круговое или “интермитентное” движение. Вместо того чтобы бутылки двигались по длинной прямой линии, их обычно удерживают в заказных формах или в “звездном колесе”, которое перемещает их через различные станции. Это вращательное движение позволяет вместить три- или четыре разных процесса в машину, которая может быть всего лишь несколько метров шириной.
Расстояние между станцией наполнения и станцией укупорки настолько мало, что уменьшается время воздействия продукта воздуха, что критично для сохранения стерильности. Более того, поскольку это одна машина, обслуживание намного проще, потому что вы имеете дело только с одним набором моторов и одной централизованной системой управления.

Переходя от неподвижной рамы к движущимся деталям, моноблоковая упаковочная машина работает через строго скоординированную последовательность.
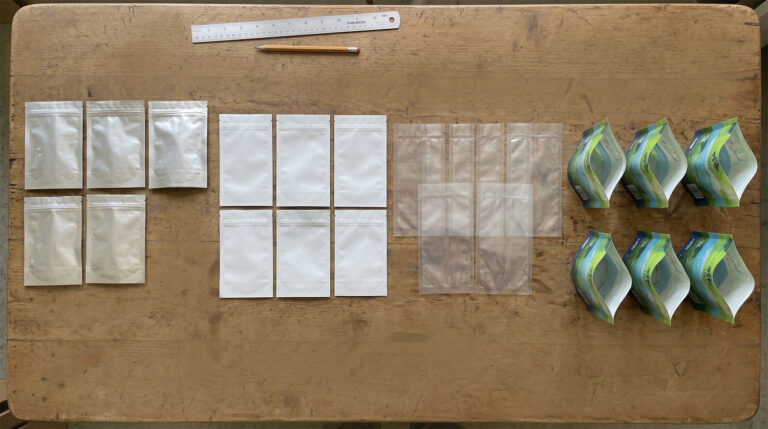
Процесс начинается с помещения бутылок на конвейерную ленту. Для многих клиентов в индустрии ИВД (In Vitro Diagnostics) бутылки маленькие, легкие и часто неровной формы, что делает их подверженными опрокидыванию. Чтобы решить это, мы часто используем “активные формы” или индивидуальные крепления. Вместо того чтобы бутылка скользила по направляющей, она надежно сидит внутри CNC-фрезерованного блока который перемещается через станок.
В некоторых конфигурациях мы используем вибрационный бульон or контейнер-накопитель который может одновременно вместить десятки бутылок. Для более специализированных задач, таких как работа с культуральной средой, я разработал системы, где техник вручную размещает бутылки в крепления под ламинарной завесой для поддержания чистоты класса “Class 100”. Это гарантирует, что даже до контакта жидкости с бутылкой окружающая среда контролируется, и бутылка идеально позиционирована для следующего шага.
Как только бутылка позиционируется, она перемещается под зоны розливов. Здесь происходит настоящая инженерия. Для реагентов и биологических жидкостей я почти всегда указываю перистальтические насосы (часто от брендов вроде Lange).
Я предпочитаю перистальтические насосы по нескольким причинам:
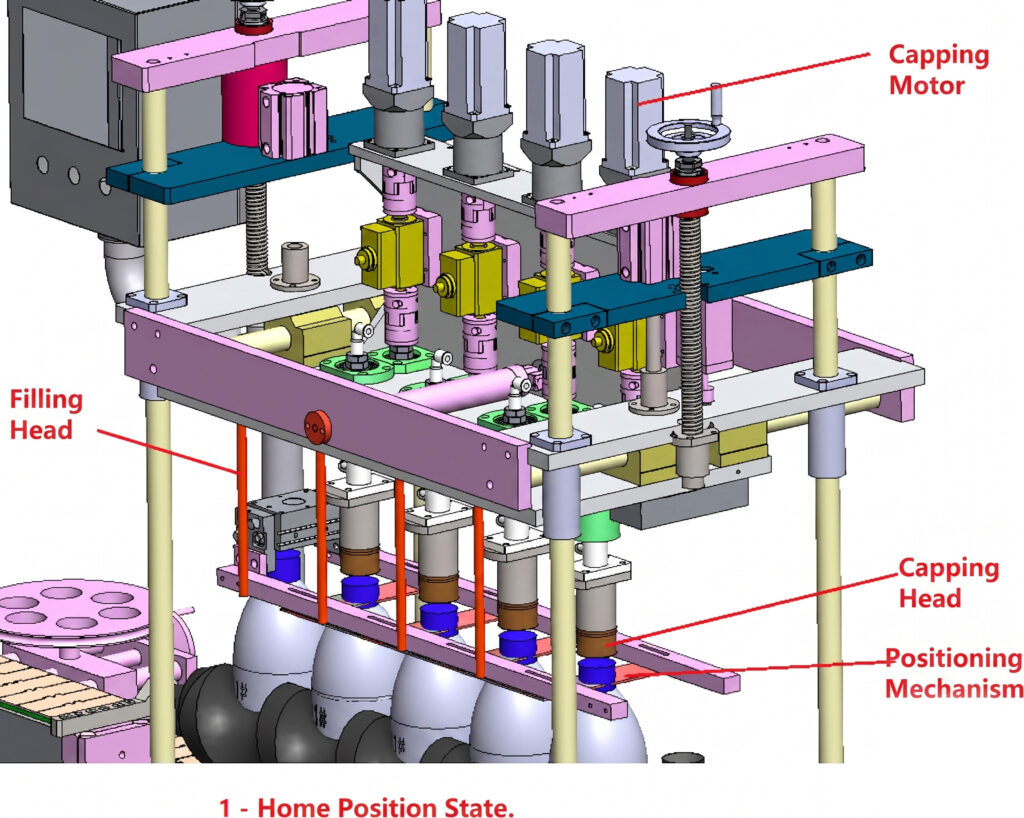
Чтобы предотвратить образование пузырьков или разбрызгивание, моно-блоковый заполнитель использует заполнение снизу вверх. Емкостной nozzle (из нереактивного PP или PTFE) фактически погружается в бутылку и медленно поднимается по мере подъема жидкости. Это движение “погружения” управляется сервоприводом или пневматическим цилиндром, чтобы обеспечить отсутствие подтеков на краю бутылки, что бы потом не нарушило герметичность.
После заполнения бутылка перемещается к узлу укупорки. Механическая рука или манипулятор подхватывает крышку — часто отсортированную другой вибрационной плитой — и устанавливает её на горлышко бутылки. Для продуктов, требующих двухступенчатой герметизации, таких как пробка, а затем винтовая крышка, моноблоковая упаковочная машина обслуживает обе станции подряд.
Самая критическая часть этого шага — “управление крутящим моментом”. Если крышка слишком freíлета, продукт протечёт; слишком тугая, и потребитель не сможет открыть её. Мы используем головки крышения с сервоприводом, где момент закручивания можно настраивать цифровым образом на сенсорном экране. Я как-то работал над проектом для медицинского масла где бутылки были очень маленькими. Мы внедрили систему двойной станции крышения, которая достигла квалификационного уровня более 99%, потому что сервомоторы могла точно определить, когда крышка сидела правильно.
| Особенность | Преимущество инженерии |
|---|---|
| Нет бутылки — нет заполнения | Использует оптоволоконные датчики для предотвращения потерь жидкости, если держатель пуст. |
| Серво крышение | Позволяет точно, повторяемо затягивать каждую отдельную бутылку. |
| Надавливание распыляющих насадок | Устраняет образование пены и предотвращает загрязнение горлышка бутылки. |
У меня ярко запомнился проект, который идеально иллюстрирует способность к решению задач у хорошо спроектированной моноблок-фасовочной машины. Клиент в отрасли IVD обратился к нам с проблемой: им нужно было наполнить бутылки с биохимическими реагентами неправильной формы, особенно объемы 15 мл и 60 мл. Их ручной процесс был слишком медленным, а стандартные прямоточные конвейеры постоянно опрокидывали бутылки нестандартной формы.
Наша инженерная команда из GDHP разработала индивидуальное решение с использованием GHALF-4-2 автоматической машины для наполнения и закрывания крышек. Вместо стандартного конвейера мы применили специальный режим движения с индивидуальными зажимами — набор из 40 отдельных форм для удержания бутылок нестандартной формы на станциях.

Для станции наполнения мы интегрировали 4-головую перистальтическую помпу Lange, известную своей высокой точностью. Мы достигли впечатляющей точности наполнения ≤0.4ml для 15 мл бутылок и ≤0.7ml для 60 мл бутылок. Станция закрывания крышек использовала систему с двумя сервоприводами, которая предварительно завинтила крышки, а затем затянула их, обеспечивая коэффициент квалификации закрывания ≥99%. Итогом стало высоко стабильное производственное оборудование, выдающее более 3000 бутылок в час для размера 15 мл и от 1800 до 2400 бутылок в час для размера 60 мл. Мы превратили их сложную узкую место в упорядоченную, высокодоходную операцию.
| Особенность | 15 мл | 60 мл |
|---|---|---|
| Точность заполнения | ≤0.4ml | ≤0.7ml |
| Выход | 3000 бутылок/час | 2400 бутылок/час |
Покупка промышленного моноблоковая упаковочная машина не похоже на покупку бытового прибора с полки. Она требует строгого инженерного подхода, чтобы оборудование соответствовало вашим точным свойствам материала и ограничениям площадки. Ниже приведён стандартный процесс, через который я помогаю своим клиентам построить индивидуальное готовое решение под ключ:
Да, но машина GDHP использует индивидуальный подход к зажимам, а не универсальные рельсы. Моноблок использует центральный индекс, поэтому вместо регулировки механических дорожек вы просто меняете зажимные формы (治具), которые точно вырезаны для вашей конкретной бутылки. Однако имейте в виду, что такая установка наиболее эффективна для бутылок с похожими характеристиками; частая смена между существенно различающимися размерами увеличивает время простоя.
Точность — одно из главных преимуществ этой интегрированной системы. Используя высокоточные перистальтические насосы (например, отраслевые модели Lange) или сервомоторные поршневые насосы, точность достигает очень малого диапазона. Например, в наших биохимических линиях реагентов заполнение 15 мл может легко поддерживать погрешность ≤0,4 мл, а заполнение 60 мл — ≤0,7 мл.
Абсолютно. Основная конструкция машины выполнена из premium нержавеющей стали SUS304, а любые детали, контактирующие с материалом, часто модернизируются до нержавеющей стали 316L или медицинского силикона. Кроме того, благодаря компактному форм-фактору вся машина может быть легко установлен под ламинарным вытяжным шкафом класса 100, что обеспечивает полное соответствие строгим требованиям GMP по гигиене.
Производственная скорость зависит от объема заполнения и характеристик вашего продукта. Для небольших доз, например, 8 мл основного бальзама или 15 мл диагностического реактива, машина может уверенно достигать высоких скоростей более 3 000 бутылок в час. Более крупные объемы (например, 60 мл) естественно занимают немного больше времени, в среднем около 1 800–2 400 бутылок в час, но темп работы остается очень стабильным и непрерывным.
Да, экономия пространства имеет существенное значение. Интегрируя подачу бутылок, заполнение, остановку пробки и крышку в одну компактную базу, она полностью устраняет необходимость в длинных конвейерных лентах между отдельными, автономными машинами. Это делает ее идеальным решением для тесных чистых помещений, лабораторной среды или оптимизации меньших планировок фабрик.
Современные моноблоки GDHP управляются продвинутыми ПЛК (как Delta или Siemens) и оснащены несколькими волоконно-оптическими датчиками. Стандартные функции безопасности включают протокол “нет бутылки — нет заполнения”, “обнаружение без крышки с задержкой тревоги” и “обнаружение искривленной крышки” для предотвращения потерь материала и обеспечения идеальной герметичности каждого изделия на линии.
Основной инженерный компромисс состоит в том, что поскольку все станции физически интегрированы, механический сбой в одной области — например заедшая крышка — временно останавливает всю машину. Этот централизованный риск обслуживания требует быстрого устранения неполадок. Однако явное преимущество состоит в том, что у ваших операторов есть только один центральный сенсорный экран для управления и диагностики, вместо попыток координировать скорости и ошибки трех совершенно отдельных машин.