





Chemical Industry Solution
Packaging Solutions for the Chemical Industry
Advantages of Our Chemical Industry Solution

Explosion-proof and Corrosion-resistant

Precise and Waste-Free
Flexible and Fast
Our Chemical Industry Machines








Success Stories

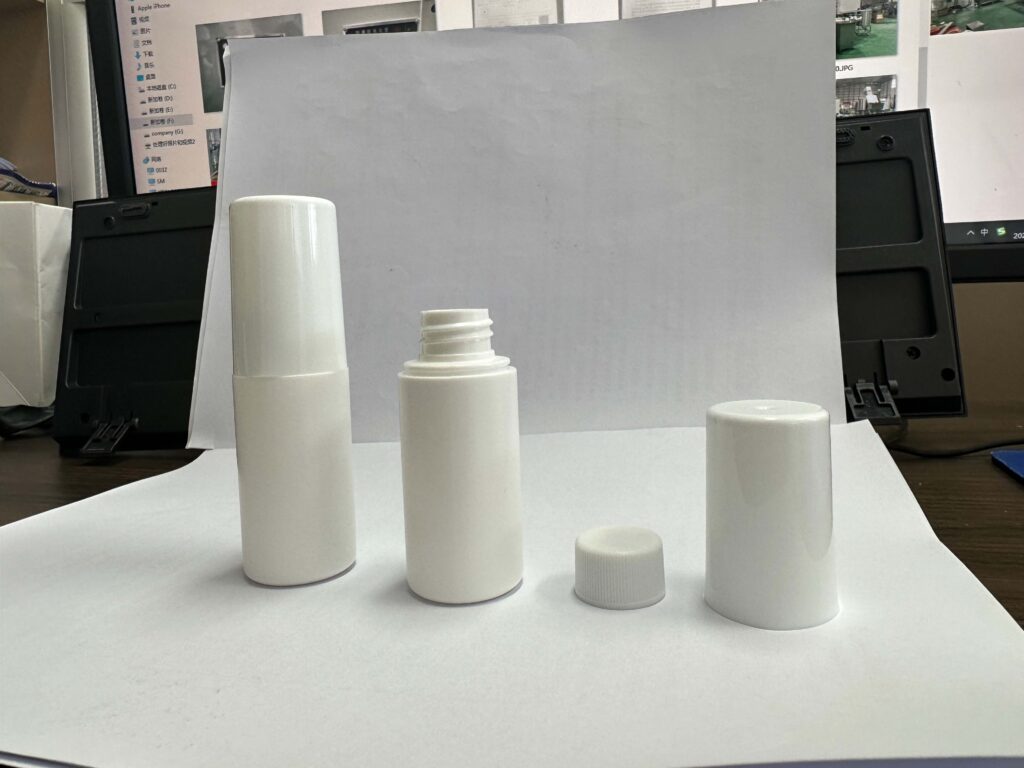



Explosion-Proof Solution for Disinfectant
An American disinfectant manufacturer required its filling equipment to be compatible with bottle sizes of 30ml, 60ml, 80ml, and 100ml. Given that the disinfectant contains isopropyl alcohol—classified as a flammable and explosive substance—we implemented an explosion-proof filling design. This comprehensive safety approach encompasses everything from explosion-proof motors, anti-static circuitry, and high-strength stainless steel materials to thickened tempered glass, ensuring absolute safety and reliability. The entire production line supports multi-specification manufacturing and features a conveyor belt with an adjustable-height design. Both the filling and capping processes are controlled via a PLC system, enabling rapid switching between the production of different bottle types.