Precision Hot Filling for Premium Shoe Creams: A Production Case Study

Hello, I am a Senior Engineer at GDHP. With 23 years of technical expertise in the filling and packaging industry, we provide more than just equipment—we are dedicated to delivering high-stability, high-efficiency, and fully customized turnkey solutions for your business.
Table of Contents
In hot-fill applications, many manufacturers focus solely on filling accuracy while overlooking the critical window between filling and cooling. We have observed that many facilities still rely on manual labor: workers manually transporting products to the cooling area immediately after high-temperature filling. However, freshly filled liquid is highly sensitive to external movement. Every slight tremor or uneven step during manual transport causes the liquid surface to shift or ripple. If the product enters the cooling phase while the surface is unstable, the solidified finish will appear tilted, wavy, or uneven. These visual defects do more than just lower the product’s aesthetic quality—they can cause consumers to doubt your brand’s professionalism. At GDHP, we understand that true perfection stems from total process control. To solve this industry-wide challenge, we have engineered an end-to-end automated production system, achieving zero human intervention from empty bottle feeding to final product cooling.
In this case study, I want to show you how one client achieved the perfect production of white sneaker cleaning cream using our technology.

1. Decoding the Client's Vision: Beyond Just Meeting Requirements
When the client first reached out, it was clear they were at a critical turning point. Their existing semi-manual production mode could no longer keep up, creating a “success bottleneck.” They were producing a premium white sneaker cleaning cream with unique viscosity characteristics: it is a thick paste at room temperature, but for filling, it must be heated until it flows like a low-viscosity oil. This process requires extreme care to prevent the active cleaning ingredients from separating or degrading.
The Production Goal: 3,000 Bottles Per Hour (BPH) The primary objective was clear: achieve a production capacity of 3,000 bottles per hour based on a standard 240ml container. In the packaging industry, 3,000 BPH is a major milestone. It represents a “medium-to-high speed” production level that demands full automation; manual intervention simply cannot keep pace with high-speed conveyors without risking spills or misalignments. This target wasn’t arbitrary—it was calculated to meet the projected demand for a nationwide retail rollout. To hit this mark, every second counts. Every millisecond saved during bottle indexing or nozzle retraction directly boosts final efficiency.
Three Bottle Sizes, Total Versatility
The client didn’t just have one product; they had an entire range. They utilized three different bottle sizes, with filling volumes ranging from 100ml to 260ml. This is where many “off-the-shelf” solutions fall short. In a modern factory, downtime is the enemy of profit. If a changeover—switching from a 100ml travel size to a 260ml bulk pack—takes four hours of mechanical adjustment, the factory loses thousands of potential units. The client needed a system capable of rapid changeovers with minimal tools, allowing for quick adjustments to conveyor guides and filling parameters. They required a “bottle-agnostic” machine—one that could grip, fill, and move circular bottles of various heights and diameters without crushing or shaking them.
The Transition from Manual to Automated
Interestingly, the client chose to retain a human element at the very beginning of the line. Their requirement was for operators to manually place the bottles upright onto the bottle feeder. This is a common strategy for companies transitioning to automation; it allows for a final visual quality check before the empty containers enter the sterile environment of the filling cabinet. However, once the bottles are placed, the machinery must take full control. The bottles need to be indexed—dispatched in a precise, sequential order with consistent spacing—to handle the high-speed conveyance that follows. Bottle orientation is critical here; if a single bottle enters the line tilted or upside down, it could cause a “jam,” bringing the entire six-head filling system to a standstill.
The Challenges of Hot-Filling and Setting
Perhaps the most demanding technical requirement was thermal management. This cleaning cream isn’t a “cold-fill” product; it requires hot-filling, followed by a specialized cooling and “setting” phase. Consider the physics involved: the liquid enters the bottle at high temperatures, and as it hits the relatively cooler walls of the plastic or glass container, the outer layer begins to solidify instantly. If the filling process is unstable or if there is turbulence during the pour, air bubbles can become trapped within the cooling wax layers, creating unsightly pits or craters on the surface of the finished cream. The client’s reputation depends on the consumer opening the jar to find a perfectly level, pristine white surface. Therefore, the filling machine cannot simply “dump” the liquid; it must control the flow rate and temperature of the nozzles and manifold with surgical precision.
Durability and Material Integrity
Given the chemical makeup of the cleaning cream—which typically includes surfactants, mild abrasives, and sometimes solvent-based cleaners—the client’s requirements for material quality were stringent. They didn’t want a “budget” machine that would corrode within a year. It was non-negotiable: the frame had to be SUS304 stainless steel, and all product contact parts had to be SUS316 stainless steel. This isn’t just about equipment longevity; it’s about preventing contamination. In the premium sneaker care market, a single speck of rust or a discolored batch of cream can ruin a brand’s promise of “spotless footwear.”
The client’s needs demanded a marriage of high-speed industrial output and delicate product handling. They needed a partner who understood that they weren’t just filling bottles—they were “filling” a brand promise of cleanliness and care. They required a robust system capable of two-shift daily operations while remaining sensitive to the temperature-critical nature of complex chemical pastes. As we moved into the planning phase, we realized that the success of this project would hinge on how we solved the inherent tension between speed and stability.
2. Opportunities and Challenges
As we transitioned from initial consultation to the deep engineering phase, the “hidden” challenges of the sneaker cleaning cream project began to surface. On paper, 3,000 bottles per hour (BPH) seems like a standard industrial benchmark. However, when you factor in the unique physical properties of hot-fill cleaning cream and the mechanical requirements of a multi-specification line, the complexity triples. As a Sales Manager, I’ve seen many clients underestimate these critical points, which often leads to costly downtime or inconsistent product quality. For this project, we identified three core challenges that required more than just “increasing speed”—they required precision engineering.
The Viscosity-Temperature Paradox
The biggest challenge lay in the product’s DNA. White sneaker cleaning cream is a non-Newtonian fluid that must be handled like a liquid but sold as a solid. To achieve that mirror-smooth finish (the “glass effect” consumers crave), the cream must be filled at an exacting temperature—typically between 65°C and 80°C.

If the temperature drops by even 5 degrees during transport from the holding tank to the nozzles, it begins to “skin over.” This creates a nightmare scenario:
-
Nozzle Clogging: Partial solidification inside the six-head filler causes uneven pressure. One bottle gets 240ml, the next gets a short-fill of 220ml, and the third gets a semi-solid wax clump that ruins the aesthetic.
-
Surface Defects: If the cream is too cool when it hits the bottle, it won’t “self-level.” Instead of a flat surface, it forms a “peak” or “coning,” which prevents the cap from closing properly and looks unprofessional.
-
Air Entrapment: Cold-filling traps micro-bubbles. As the cream cools and contracts, these bubbles rise, leaving unsightly pits or craters on the surface.
Our challenge was to design a system that maintains a constant thermal equilibrium across all six filling heads, ensuring the last drop is as fluid and clear as the first.
Synchronizing 3,000 BPH with Manual Loading
The second challenge was the “human-machine interface” at the start of the line. The client insisted on manual bottle placement for quality control. While this is an effective strategy for premium products, it creates a massive synchronization issue. Human movement is inconsistent; an operator might place five bottles in two seconds and then pause for a second to adjust a glove. However, an automated hot-fill line demands a precise cadence.
If bottles arrive at the filling station in clusters or with gaps, sensors can struggle. In a high-speed environment, gaps on the line can lead to:
-
“No Bottle, No Fill” Errors: While a great safety feature, frequent starts and stops caused by inconsistent manual feeding lead to mechanical wear on servo motors.
-
Conveyor Turbulence: At 3,000 BPH, the conveyor is moving fast. If the guides and spacing for the circular bottles aren’t pinpoint accurate, the bottles will wobble or tip during acceleration. We needed a way to transform “random” human input into “digital” mechanical output—perfectly spaced, perfectly timed, and perfectly oriented.
"Universal Fit" vs. High-Speed Stability
The third challenge was geometry. The client uses three different bottle volumes (100ml to 260ml). In the world of machinery, versatility is often the enemy of stability.
-
The Guardrail Dilemma: To prevent 240ml bottles from vibrating at high speeds, guide rails must be tight. However, if they are too tight, they create friction that scratches the plastic or glass. When switching to the smaller 100ml bottle, the entire geometry of the line changes.
-
Height Variables: A 100ml bottle is significantly shorter than a 260ml one. This means the nozzle stroke must differ. Without precise calibration for each size, you risk either “splashing” (nozzle too high) or “collisions” (nozzle too low).
The client required a Quick Changeover (QCO) system. They couldn’t afford to have high-paid technicians spending three hours with wrenches every time they swapped products. They needed a solution that allowed for guardrail and height adjustments in minutes, not hours, without sacrificing the stability required for a 50 bottle-per-minute run.
Risks in Temperature and Setting
Finally, we had to address the post-filling stage. In traditional cleaning cream lines, there is often a “process gap” between hot-filling and final packaging: manual transfer for cooling. Relying on workers to move freshly filled, high-temperature liquid products to a cold room has long been a bottleneck for yield rates and brand premiumness.
The challenge was designing a cooling tunnel where the liquid remains perfectly stationary while moving through the tunnel until fully solidified. This requires a level of conveyor precision that standard “dry” packaging lines simply cannot match. We weren’t just moving bottles; we were controlling a phase transition.
3. Engineering Solutions: Precision Control in Every Motion
To overcome the bottlenecks of high-speed sneaker cream production, we didn’t just provide “machines”—we engineered a synergistic ecosystem. Transforming a disorganized stack of empty jars into perfectly filled, cooled, and shelf-ready products requires a level of mechanical orchestration that balances raw power with surgical precision. Our solution centers on two core components: the GHLP-1000 for intelligent infeed and the GHAGF-6 for temperature-controlled precision filling.
Bridging the Human-Machine Gap: GHLP-1000 Precision Hot Filling for Premium Shoe Creams
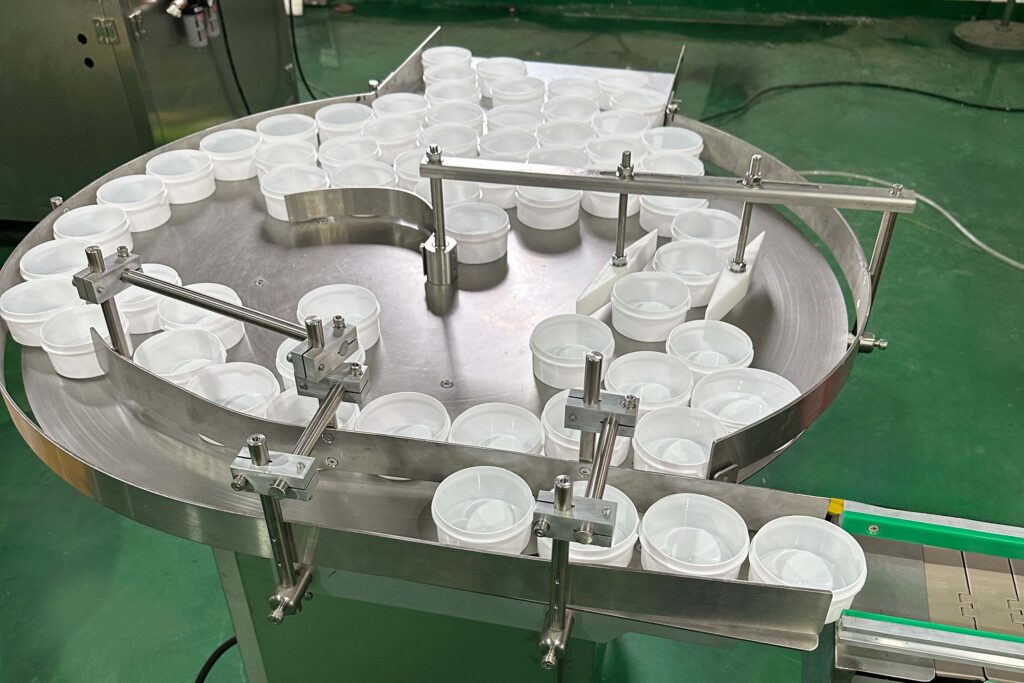
The first step in solving our client’s dilemma was managing the raw supply. As mentioned, manual loading is inherently inconsistent. The GHLP-1000 Stainless Steel Rotary Unscrambler acts as the “brain” at the entrance of the line.
In my experience, many facilities try to cut costs by using a simple straight-line conveyor for manual loading. This is a mistake. Without a buffer, the performance of your entire automated hot-fill line is at the mercy of operator fatigue. If an worker sneezes or turns away for five seconds, the filling heads will fire into empty space, or the machine will trip a fault.
The GHLP-1000 solves this with its high-torque rotary disk:
-
Continuous Flow: The turntable acts as a centrifugal accumulator. As workers place bottles upright on the stainless-steel surface, it stores and organizes them. Even if an operator pauses, the stored inventory keeps the line fed at the required 3,000 BPH.
-
Safe & Sanitary: Constructed from SUS304 stainless steel, it ensures the product remains free from rust or metallic contamination before reaching the filler.
-
Ease of Use: To handle three different bottle sizes, the operator simply adjusts the width of the exit gate. The process takes less than two minutes, perfectly aligning with our Quick Changeover (QCO) goals.
Mastering the Hot-Fill: GHAGF-6 Servo-Driven Heated Filling Machine
The heart of this project is the GHAGF-6 Automatic 6-Head Servo-Driven Heated Filling Machine. Standard liquid fillers simply aren’t equipped for sneaker cleaning cream. You aren’t just filling a liquid; you are filling “liquid wax” that wants to solidify the moment it leaves the tank.
1. The Advantage of Servo-Driven Pistons We chose a servo-driven system over traditional pneumatic cylinders for one reason: Control. A pneumatic piston is essentially “on” or “off.” A servo motor allows us to map the exact velocity of the piston stroke.
-
Bottom-Up Filling: To prevent air pockets, the nozzles dive to the bottom of the bottle. As the cream is dispensed, the servo motor retracts the nozzle slowly, keeping the tip just millimeters above the rising liquid level. This “tracking” motion prevents the turbulence that causes unsightly surface pits.
-
Volumetric Accuracy: We achieved a filling accuracy of ±1%, ensuring the client never gives away free product or under-fills a jar. For a 240ml jar, this precision is the difference between a “premium” unboxing experience and a messy, overflowing bottle.
2. Thermal Stability via Heated Jacketing To solve the “viscosity-temperature paradox,” the GHAGF-6 utilizes a fully insulated heated filling system. We don’t just heat the tank; we heat the entire product path.
-
Heated Manifold & Nozzles: Equipped with a water circulation pump, this ensures the paste stays at the optimal “flow” temperature (e.g., 75°C) until the millisecond it hits the bottle.
-
Anti-Drip Technology: One of the biggest headaches in wax-based factories is the “tail” or “string” of residue left by the nozzle. Our nozzles feature active shut-off valves that cut the flow cleanly, ensuring no wax drips onto the bottle threads or the conveyor. For a “white sneaker” brand, a yellow wax drip on a white bottle is a critical quality failure.
3. Superior Material Integrity Because cleaning creams contain surfactants that can be mildly corrosive over time, all product contact parts are fabricated from SUS316 stainless steel. This is a higher grade than standard food-grade steel, offering superior resistance to the chemicals found in modern sneaker detergents.

| Features | Specifications |
|---|---|
| Number of Filling Heads | 6 High-Precision Nozzles |
| Filling Range | 50 ml – 500 ml (Optimal range: 100–260 ml) |
| Production Capacity | 3,000 bottles per hour (based on 240 ml bottles) |
| Filling Accuracy | ±1% |
| Material | SUS304 (Frame), SUS316 (Contact Parts) |
| Control System | Branded PLC with Touchscreen HMI |
| Air Pressure Requirement | 0.6 – 0.8 MPa |
The Perfect Finish: Automated Cooling Technology
Our production line introduces advanced automated cooling tunnel technology. By directing the product into a specialized cooling system immediately after hot-filling—without any manual intervention—we haven’t just achieved a leap in efficiency; we’ve set a new benchmark for product quality.

1. Seamless Transition from Hot-Fill to Cold Chain
On a GDHP production line, bottles don’t undergo a “bumpy journey” after filling. Instead, they glide instantly and smoothly into a customized continuous cooling tunnel via a high-precision, vibration-free conveyor system. This “stationary transition” logic ensures that while the material undergoes the phase change from liquid to solid, it remains in an absolute state of rest. This completely eliminates surface imperfections or ripples caused by external physical disturbance.
2. Delivering a Premium Product Experience
When the product emerges from the GDHP-engineered cooling tunnel, having set in a constant, controlled environment, you are presented with a mirror-smooth, level, and bubble-free surface. This extreme visual consistency represents the highest standard of manufacturing and gives the product an undeniable “premium feel.” By removing the manual handling phase, GDHP does more than just reduce labor intensity and costs—we use technology to “lock in” your aesthetic standards, ensuring your product stands out on the shelf and wins consumer trust.
Solving the "Quick Changeover" Challenge
To meet the client’s need for three different bottle volumes, we integrated a sophisticated “Recipe” management system into the PLC (Programmable Logic Controller). When the client switches from a 100ml travel size to a 260ml value pack:
-
HMI Selection: The operator simply selects the “260ml” profile on the HMI touchscreen.
-
Automated Stroke Adjustment: Servo motors automatically recalibrate the nozzle stroke length to accommodate the taller bottle height.
-
Tool-less Guardrail Tuning: The conveyor guardrails are adjusted using handwheels with built-in digital scales, allowing for repeatable, precise setups without the need for tools.
What used to take an entire afternoon now takes less than 15 minutes. This efficiency boost alone resulted in a 20% increase in monthly output for our client.
4. Conclusion: Elevate Your Brand Through Mechanical Excellence
The journey of automating this sneaker cleaning cream line proves that in modern manufacturing, “good enough” is often a recipe for obsolescence. By integrating the GHLP-1000 Bottle Feeder with the GHAGF-6 Servo-Driven Heated Filler, our client didn’t just purchase equipment—they invested in a definitive competitive edge.
They have now mastered the three pillars of high-end production:
-
Consistency: Every jar features a level, mirror-like surface that communicates “Premium Quality” the moment a consumer opens the lid.
-
Scalability: Reaching a capacity of 3,000 BPH allowed them to secure contracts with national Tier-1 retailers that they previously lacked the volume to service.
-
Versatility: The Quick Changeover design transformed their facility into an agile hub, capable of responding to market trends in real-time.
I often tell my clients that the most expensive machines are the ones that sit idle because they are too difficult to clean or too slow to adjust. This fully automated hot-fill line is designed with the opposite philosophy: it is a rugged, reliable “workhorse” that treats your product with the care of a master artisan while delivering the speed of the digital age.
If you are currently struggling with manual filling bottlenecks, inconsistent fill volumes, or unsightly “tailing” in your hot-fill pastes, you don’t have to settle for those limitations. Whether you are in Sneaker Care, Cosmetics (lipsticks, balms), Home Care (soaps, cleaning/dishwashing pastes), Automotive (polishing waxes, solid scents), Pharmaceuticals (medicated balms, Tiger Balm), or Food (chocolate spreads, coconut oil), the principles of precision heating and servo control are your keys to the next level.
Are you ready to transform your manual bottlenecks into a high-speed success story?
I would be happy to provide a custom CAD layout showing how this 6-head system fits into your existing floor space, or send you a detailed ROI Calculator to see exactly how quickly this automation will pay for itself.
Related Sources
https://page.inductiveautomation.com/industry/manufacturingIs this solution right for you?
FAQ
What is the production efficiency of this line?
How do you ensure the shoe cream surface is level and bubble-free?
-
We utilize servo-driven pistons and bottom-up filling technology to map the exact velocity of the piston stroke.
-
The nozzles dive to the bottom of the bottle and track the rising liquid level to prevent turbulence and air pockets.
-
An automated cooling tunnel ensures that the liquid remains perfectly stationary during the phase transition from liquid to solid, eliminating surface ripples or imperfections.
How long does it take to switch between different bottle sizes?
-
The system features a “Recipe” management system in the PLC that allows operators to select pre-saved profiles on a touchscreen.
-
Mechanical adjustments are made using handwheels with digital scales and require no tools.
-
A complete changeover between bottle volumes (ranging from 100ml to 260ml) takes less than 15 minutes.
How does the equipment handle temperature fluctuations during hot filling?
-
The machine uses a fully insulated heated filling system that maintains thermal equilibrium across the tank, manifold, and nozzles.
-
A water circulation pump ensures the paste stays at the optimal flow temperature, such as 75°C, until the moment it is dispensed.
Is the equipment material corrosion-resistant?
-
Yes, the frame is constructed from SUS304 stainless steel, and all product contact parts are fabricated from SUS316 stainless steel.
-
This provides superior resistance to the surfactants and chemicals typically found in modern sneaker detergents.