





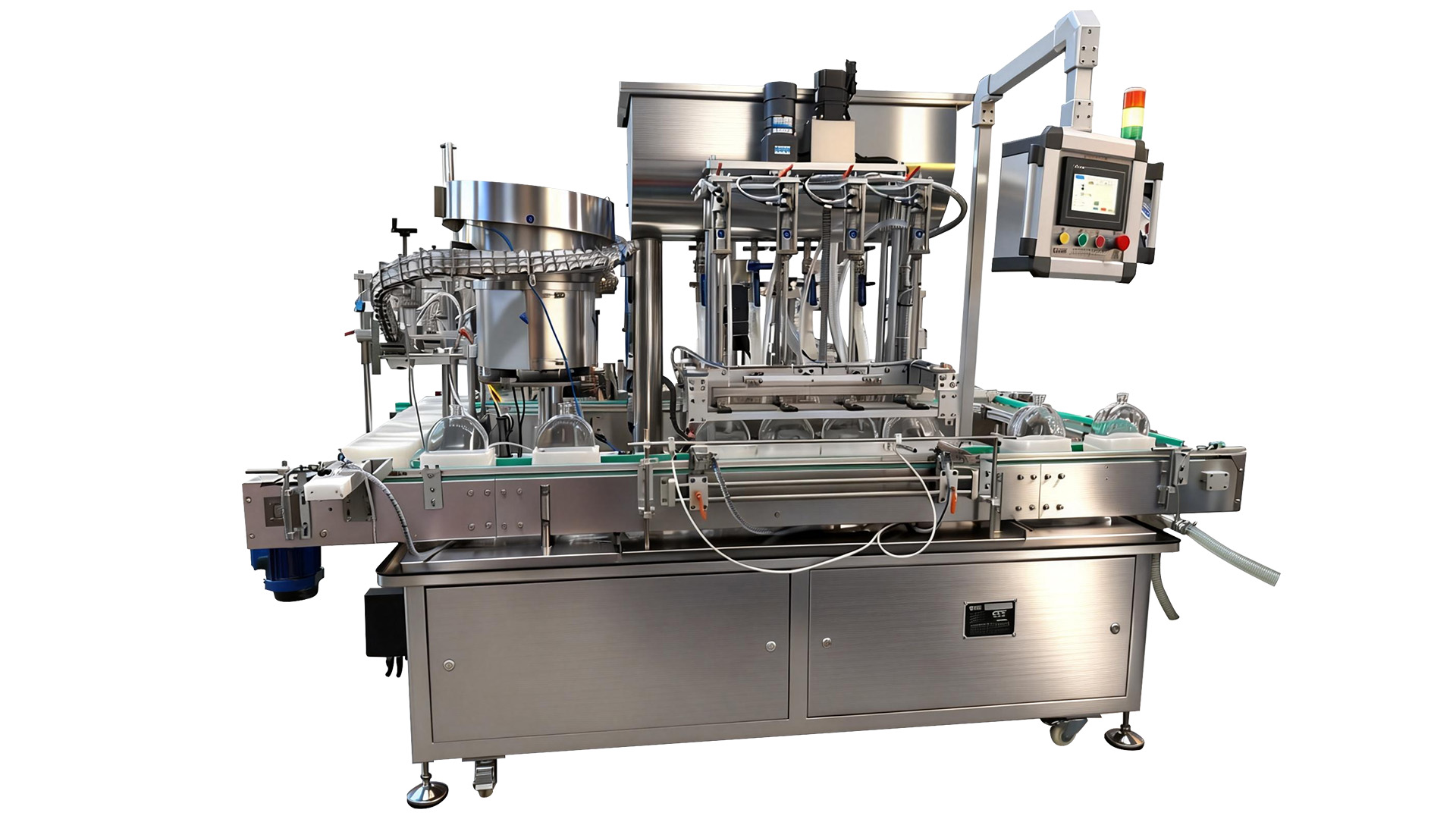
Комплексное решение для линии розлива виски в бутылки неправильной формы — четырехголовочная дозирующая машина с шестеренным насосом SUS316

Привет, я старший инженер в GDHP. Имея 23 года технического опыта в индустрии наполнения и упаковки, мы предлагаем не только оборудование — мы нацелены на предоставление высокоустойчивых, высокоэффективных и полностью индивидуализированных turnkey-решений для вашего бизнеса.
Содержание
В нишевом мире производства гастрономии и напитков упакованный продукт редко является лишь сосудом; он является заявлением. Это особенно заметно в индустрии виски, где необычная геометрия бутылки — часто в форму кленового листа — столь же знакова, как и вкус самого продукта. Однако для инженеров по производству и управляющих объектами эти эстетические выборы ставят перед собой трудную производственную парадокс. Как автоматизировать розлив и закупорку неровно формы, нестабильной стеклянной тары, не жертвуя скоростью или гигиеной?
Мы недавно наблюдали производственный сценарий, который идеально охватывает это напряжение между эстетикой маркетинга и прагматизмом инженерии. Клиент потребовал единую линию производства, способную обрабатывать спектр жидкостей, виски на алкогольной основе — в хаотическом разнообразии форм бутылок и типов крышек. Полученное решение, сосредоточенное вокруг индивидуализированной 4-ступенчатая шестеренная насосная машина для заполнения SUS316, представляет убедительное кейс-исследование по современному адаптивному производству.
Проблема геометрического дисперсии
Основное препятствие в этом конкретном проекте заключалось не только в характере жидкости, но и в конструкции容容 контейнера. Стандартные линии розлива основаны на принципе симметрии. цилиндрические бутылки легко направлять; они катятся и скользят предсказуемо между направляющими.
Однако этот конкретный производитель занимается “визуальной подачей на полке”. Их ассортимент включает бутылки с крупной кленовой листовой темой, маленькие бутылки с кленовым листом, бутылки средних размеров и стандартные квадратные бутылки. Чтобы усложнить ситуацию, элементы закрытия варьируются так же дико, как и стекло. Бутылки с крупным кленовым листом и неправильной формы используют завинчивающиеся крышки, в то время как меньшие форматы и квадратные бутылки требуют закрученных крышек.
В обычной конфигурации переключение между 100 мл бутылкой с винтовой крышкой и листовой бутылкой с крышкой-скобой на 1000 мл неравной формы потребовало бы почти полного демонтажа линии. Направляющие направляющей нужно было бы расширить, звёздочные валы заменить, головки закрывания поменять местами. Это эквивалентно часам простоя — роскошь, которую предприятие, ориентированное на пропускную способность 800–1200 бутылок в час, не может себе позволить.
Более того, стабильность бутылки в форме кленового листа notoriouslypoor. С узким основанием и широким, плоским корпусом эти бутылки склонны к нашивке (перекрытию) или опрокидыванию при воздействии ускорения и торможения конвейера. Инженерная задача состояла, следовательно, в создании транспортной системы, которая сделала форму бутылки неважной для движений машины.

Стратегия циркуляции формовок
Решение, реализованное для устранения геометрического хаоса, — это система циркуляции форм. Этот подход смещает эталонную точку машины. Вместо того чтобы конвейер напрямую взаимодействовал со стеклом, он взаимодействует с стандартизированной “пуанке” или форме-модели.
Каждый тип бутылки имеет соответствующую высоконаполненную форму. Независимо от того, плоская ли это кленовая листа или высокая квадратная бутылка, она надежно помещается в форму с однородной внешней площадкой. С точки зрения заполнительных и крышечных станций каждая бутылка идентична, потому что машина “видит” только форму.
Этот выбор дизайна имеет глубокие последствия для эффективности перехода. Когда оператору нужно переключиться с виски производственные серии или переход с одного размера бутылки на другой не требуют калибровки ширины лотков конвейера или расстояния между звездочными колесами. Они просто поднимают формы с линии и заменяют их набором для следующего артикула SKU. Совместимость по шагу и высоте встроена в конструкцию формы, что сохраняет кинетический поток линии без механической настройки.
Решение с 4-головочным шестерёнчатым насосом
Чтобы учесть эти требования, система использует 4-головочный шестерёнчатый насос-наполнитель SUS316. Выбор шестерённого насоса вместо поршневого или гравитационного наполнителя является осознанным и техническим.
Шестерённые насосы обеспечивают безпульсовый, непрерывный поток, исключительно точный для вязких материалов. Контролируя вращение зубьев с помощью сервомоторов, машина может выбирать конкретные объёмы заполнения (от 100 мл до 1000 мл) с точностью ±1%. В отличие от поршневых дозаторов, которым требуются громоздкие механические ходы и уплотнения, которые изнашиваются при повторном нагреве.
Материальная спецификация также критически важна. Каждый компонент, контактирующий с жидкостью, изготовлен из нержавеющей стали SUS316. Хотя стандартный SUS304 достаточен для общей пищевой эксплуатации, SUS316 содержит молибден, что существенно повышает стойкость к коррозии. Для линии, работающей с виски, минерально- богатые сиропы, SUS316 обеспечивает отсутствие металлического выщелачивания или деградации оборудования со временем.

Сервоприводная “погружение”
Чтобы преодолеть пенящуюся проблему, присущую наполнению горячим сиропом, распылительные форсунки используют сервоприводной поднимающий механизм. Это часто называют “наполнением снизу вверх”.”
- Вход: Форсунки опускаются глубоко в бутылку (или контейнер, удерживаемый формой).
- Начало: Заполнение начинается возле дна.
- Подъём: По мере восходящего уровня жидкости сервомотор выдвигает форсунку вверх, удерживая наконечник чуть над или слегка погруженным в поднимающуюся жидкую поверхность.
Эта синхронизация минимизирует расстояние, на которое падает жидкость, тем самым уменьшая кинетическую энергию и турбулентность.
Матрица крышек: гибридизация силы
Возможно, самым механически сложным аспектом этой линии является станция крышек. Требование клиента об обработке как защёлкивающихся крышек (распространённых на небольших бутылках с крепкими напитками), так и крышек типа на винтовое/давление (распространённых на больших контейнерах с сиропом) обычно диктует наличие двух отдельных машин. Однако ограничения по площади и бюджету часто требуют консолидации.
Решение предусматривает модульную головку для закатывания крышек, интегрированную с универсальным вибрационным податчиком.
Подача
Механизм сортировки крышек использует вибрацию для выравнивания крышек. Поскольку крышки различаются по размеру (четыре различных размера для разных бутылок в виде кленового листа и квадрата), бункер-податчик спроектирован так, чтобы быть регулируемым или, в некоторых конфигурациях, взаимозаменяемым. Он ориентирует крышку так, чтобы открытая сторона была обращена к бутылке, подводя её по желобу к станции снятия.
Гибридная головка:
Столб закатки спроектирован так, чтобы принимать различные механические действия.
- Для крышек типа Screw/Press: Головка использует четырехлезвийную зажимную конструкцию. Этот дизайн захватывает периметр крышки. Приводимая сервоприводами, она прикладывает момент затяжки для резьбовых крышек или вертикальное давление для пресс- крышек. Четырехлезвийная конструкция превосходит простые фрикционные колёса для неровных крышек, потому что она центрирует силу, предотвращая перекос витков или перекрывшиеся крышки.
- Для крышек Crimp: Головку заменяют на инструмент для обжима. Этот инструмент оказывает боковое давление, формируя металлическую юбку крышки под краем бутылки.
Ключевое значение имеет стадия “предпрессования”, которая обеспечивает корректную посадку крышки перед окончательным моментом затяжки или обжима. Это снижает процент брака, вызванного несоосной посадкой крышек — частая проблема при автоматизации закрытия неровных стеклянных бутылок.
Гигиена и операционная логика
В пищевой и напиточной промышленности “простои” часто равны “времени на чистку”. Линия производства, требующая четыре часа для очистки, фактически нивелирует преимущества скорости автоматизации.
The 4-головочный шестерёнчатый насос-наполнитель SUS316 архитектура по своей сути поддерживает быструю смену форм (SMED) и протоколы CIP (чистка на месте). Поскольку механизм gearing-насоса относительно автономен, функция “одна кнопка очистки” циркулирует чистящую жидкость через бункер, зубчатые насосы и форсунки.
Для перехода между виски это жизненно важно. Вязкий остаток сиропа должен быть полностью устранён перед началом производства вина. Бункер оборудован прибором уровнем жидкости, который передаёт сигнал на насос пополнения. Во время производства это обеспечивает, что насос никогда не работает всухую (что повредило бы шестерни и аэрировало продукт). During cleaning, it allows for the automated cycling of water and sanitizing agents without constant operator supervision.
Защитная крышка вокруг станции наполнения служит двойной цели. Эстетически она создаёт среду, напоминающую чистую комнату. Функционально она выступает как охранник от чихания и как барьер для частиц, необходимый для операций наполнения открытого типа.
Человеческий элемент в автоматизации
Несмотря на высокий уровень автоматизации — автоматическую заливку, сортировку крышек, закрытие крышек и маркировку — дизайн линии сохраняет стадию ручного ввода. Бутылки помещают в формы вручную.
Это решение отражает тонкое понимание материалов. Большие, тяжёлые и неровно сформованные стеклянные бутылки дороги и хрупки. Полностью автоматизированные unscramblers для таких сложных форм — астрономически дорогие и подвержены заеданию или разбитию стекла. Сохранив загрузку вручной, предприятие обеспечивает контроль качества до бутылка входит в линию. Оператор может визуально проверить на наличие сколов или трещин, чтобы предотвратить попадание стеклянных осколков в зону заполнения.
Однако линия “защищена от будущих изменений”. Между станциями заполнения и крышения существует зарезервированное пространство. Если впоследствии предприятие перейдёт к единообразной форме бутылки, которая позволит автоматическую снятие крышек или использование разных систем закрытия, физический формат позволит вставку новых модулей без нарушения текущего цикла.
Вывод: Архитектура адаптивности
Производство виски в artisanal бутылках представляет собой конкретное пересечение тенденций отрасли: стремление потребителя к премиальному, уникальному дизайну упаковки и потребность производителя в индустриальной эффективности.
Успех этой линии не заключается в одной технологии, а в интеграции совместимых систем. система рециркуляции форм нейтрализует проблему формы бутылки. 4-ступенчатый шестерённый насос SUS316 нейтрализует проблемы вязкости и температуры. гибридная станция крышения нейтрализует проблему вариативности закрытия.
Разделяя форму контейнера и механику машины, а также используя материалы (SUS316), которые выдерживают химические и тепловые нагрузки продукта, это предприятие достигает гибкости, которой стандартные линии не могут соперничать. Это свидетельство того, что в современной упаковке наиболее прочная машина часто та, которая может быстрее адаптироваться к изменениям.
Техническое приложение: системные спецификации и потоковый анализ
Чтобы дать более чёткое представление об операционных возможностях, приведённый ниже анализ разбирает конкретные характеристики и их прямое влияние на производственный процесс.
1. Соответствие материалов и конструкция
Выбор материалов не сводится только к долговечности; это необходимость соблюдения требований безопасности пищевых продуктов при работе с алкоголем и подогретыми сахаристыми растворами.
| Компонент | Материал | Обоснование |
|---|---|---|
| Контактные части | Нержавеющая сталь SUS316 | Улучшенная стойкость к коррозии по отношению к кислому виски; |
| Рама/Корпус | Нержавеющая сталь SUS304 | Структурная целостность; простота дезинфекции; промышленный стандарт для поверхностей оборудования пищевой промышленности без контакта. |
| Насос для заполнения | Гидравлический насос (SUS316) | Обработывает жидкости высокой вязкости без пульсации; простой CIP (очистка на месте); выдерживает термическую_expandцию. |
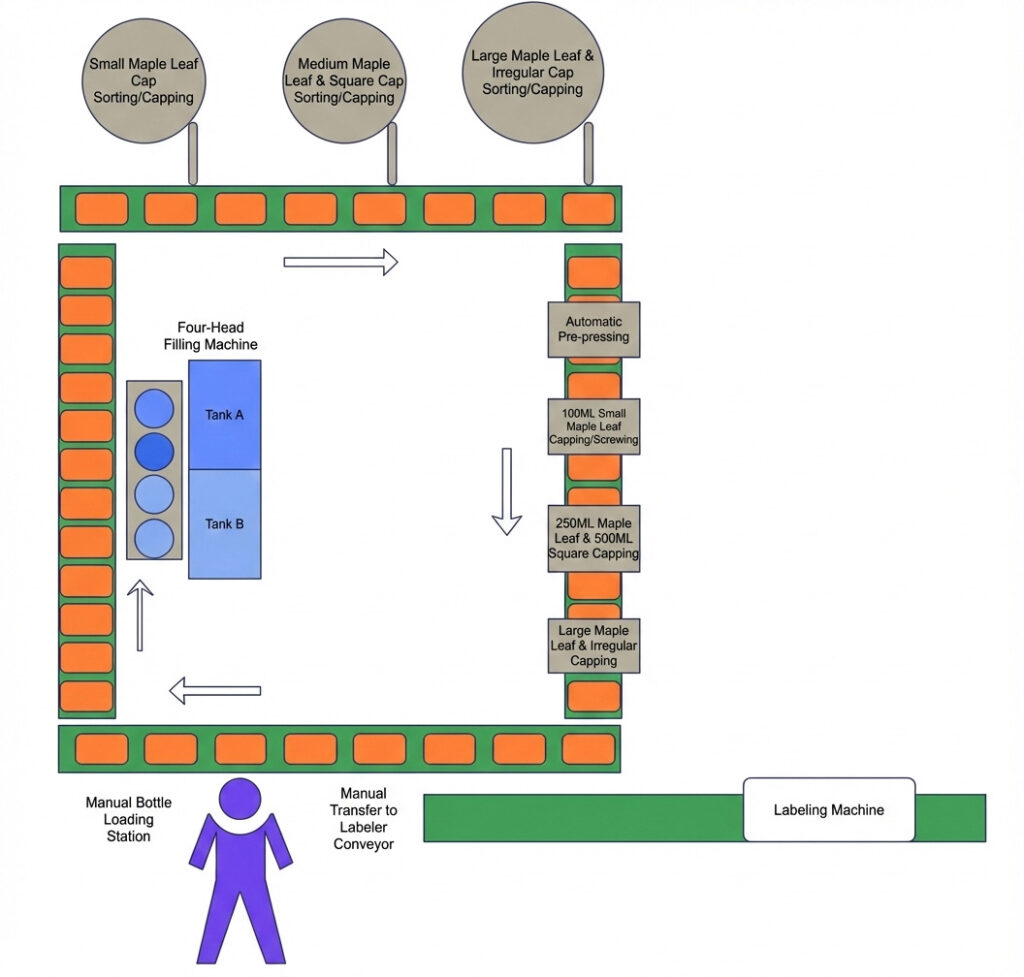
2. Производственный процесс
Линейный дизайн линии подчеркивает логическую последовательность, минимизируя расстояние перемещения бутылок и снижая риск заражения.
Шаг 1: ручная загрузка и посадка матриц
Операторы размещают неправильной формы бутылки (кленовый лист/квадрат) в циркулирующие формы.
- Преимущество: Визуальная инспекция целостности стекла; устойчивость 100% к нестабильным формам.
Шаг 2: Автоматическая розливка (критическая точка)
Формы перемещают бутылки под станцию с 4 головками.
- Механизм: Гидравлические diving-носки опускаются.
- Действие: Центробежные насосы подают 100-1000 мл, в то время как насадки втягиваются.
- Контроль: PLC обеспечивает отсутствие бутылки = отсутствие заполнения. Автоматическое пополнение бака через датчики уровня.
Шаг 3: Сортировка и размещение крышек
Вибрационные податчики ориентируют крышки.
- Универсальность: Разные лотки/треки для крупных пресс- крышек и для маленьких обжимных крышек.
- Действие: Крышки устанавливаются механически или “выбираются” бутылкой по мере её прохождения.
Шаг 4: Гибридная крышка
Бутылка входит в зону стабилизации.
- Пре-пресс: Обеспечивает выравнивание крышки.
- Финальная фиксация: Угловой момент, управляемый сервоприводом (для резьбовой крышки) или давление (для обжимной/прессовой).
- Стабильность: Формы предотвращают вращение бутылки во время приложения момента.
Шаг 5: Маркировка и выброс
Операторы снимают заполненные крышечные бутылки с форм и размещают их на транспортер маркировщика.
- Цикл: Пустые формы возвращаются к началу линии по возвратному пути.
3. Обработка переменных SKU (Stock Keeping Units)
“Agility Profile” системы определяется тем, как она обрабатывает конкретный ассортимент контейнеров клиента.
- Большие бутылки в виде кленового листа:
- Тип крышки: Клапанная крышка.
- Проблема: Высокий центр тяжести.
- Решение: Форма удерживает основание; голова крышки прикладывает только вертикальную силу.
- Малые/средние бутылки в виде кленового листа:
- Тип крышки: Кри-мп-крышка.
- Проблема: Небольшая горловина требует точности.
- Решение: Смена головы обжатия; высокая точность выравнивания сервопривода.
- Квадратные бутылки:
- Тип крышки: Кри-мп/винтовая крышка.
- Проблема: Стандартная форма, но разная высота.
- Решение: Простая настройка высоты основного луча; настройка ширины не требуется из-за форм.
4. Управление логикой и Управление ошибками
ПЛК (программируемый логический контроллер) выступает в роли мозгов, интегрируя движения сервоприводов с данными датчиков.
- Нет бутылки, нет наполнения: Фотоэлектрические датчики обнаруживают присутствие формы и бутылка внутри нее. Если форма пуста, соответствующая головка насоса для этой линии отключается на один цикл.
- Анти-капельная: Шестерёнчатый насос слегка разворачивается по завершении цикла наполнения (эффект всасывания обратно) чтобы предотвратить попадание капель в горловину бутылки или форму.
- Защита по моменту вращения: Сервоприводы крышек контролируют сопротивление. Если крышка перекрещена или бутылка неправильно выровнена, машина останавливается, чтобы предотвратить разбивание стекла, а не принуждать к действию.
Эта конфигурация представляет собой переход от “грубой силы” к “умному” производству, когда оборудование адаптируется к продукту, а не принуждает продукт подгоняться под оборудование.