





حل turnkey لخط تعبئة الويسكي في زجاجات ذات أشكال غير منتظمة – مضخة تروس من نوع SUS316 ذات رأسين تعبئة

مرحبًا، أنا مهندس أول في GDHP. مع 23 عامًا من الخبرة التقنية في صناعة التعبئة والتغليف، نحن نقدم أكثر من مجرد معدات—نلتزم بتقديم حلول تسليم مفتاح كاملة عالية الاستقرار وعالية الكفاءة ومصممة خصيصًا لأعمالك.
جدول المحتويات
في عالم التخصصات الدقيقة لإنتاج المأكولات والمشروبات الحرفية، التغليف ليس مجرد وعاء؛ إنه بيان. وهذا يتجلى بشكل واضح في صناعة الوِسكي، حيث تكون الهندسة المميزة للزجاجة — غالباً ما تكون على شكل ورقة قيقب — أيقونية بقدر ما تكون نكهة المنتج نفسُها. ومع ذلك، بالنسبة لمهندسي الإنتاج ومديري المنشآت، تقدم هذه الاختيارات الجمالية مفارقة تصنيع كبيرة. كيف يمكن أتمتة عملية التعبئة وإغلاق الزجاجات الزجاجية غير المنتظمة وغير المستقرة دون التضحية بالسرعة أو النظافة؟
لقد لاحظنا مؤخرًا سيناريو إنتاجي يجسد تمامًا هذا التوتر بين جمالية التسويق وواقعية الهندسة. طلب أحد العملاء خط إنتاج فريد قادر على التعامل مع طيف من السوائل، الوِسكي الكحولي — عبر مجموعة فوضوية من أشكال الزجاجات وأنواع الأغطية. الناتج من الحل محوره around around a customized آلة تعبئة بمضخة تروس SUS316 بأربعة رؤوس, ، يقدم دراسة حالة مقنعة في التصنيع التكيفي الحديث.
تحدي التباين الهندسي
العقبة الأساسية في هذا المشروع لم تكن مجرد طبيعة السائل، بل هندسة الوعاء. خطوط التعبئة القياسية تعتمد على مبدأ التماثل. الزجاجات الأسطوانية سهلة التوجيه؛ فهي تتدحرج وتنزلق بشكل متوقع بين قضبان الإرشاد.
ومع ذلك، هذا المنتج يتعامل مع “جاذبية الرف”. تتضمن مخزوناتهم زجاجات كبيرة على شكل ورقة قيقب، زجاجات صغيرة على شكل ورقة قيقب، أحجام متوسطة متنوعة، وزجاجات مربعة قياسية. ولتعقيد الأمور أكثر، تختلف آليات الإغلاق بشكل مشابه لتنويعات الزجاج. تستخدم الزجاجات الكبيرة وغير المنتظمة أغطية بالضغط، بينما تتطلب الأشكال الأصغر والزجاجات المربعة أغطية قابلة للثني.
في إعداد تقليدي، الانتقال بين زجاجة ورقة بقياس 100 مل مع غطاء قابل للثني وزجاجة غير منتظمة بسعة 1000 مل مع غطاء بالضغط سيستلزم تفكيكاً شبه كامل للخط. سيتعين توسيع قضبان الإرشاد، استبدال عجلات النجوم، وتبديل رؤوس الإغلاق. هذا يعادل ساعات من التوقف — رفاهية لا تستطيع منشأة تستهدف إنتاجية بين 800 إلى 1200 زجاجة في الساعة تحملها.
علاوة على ذلك، استقرار الزجاجة على شكل ورقة القيقب ضعيف بشكل سيء السمعة. بقاعدة ضيقة وجسم واسع مسطح، تكون هذه الزجاجات عرضة للتراكب (التداخل) أو الانقلاب عند تعرضها لقوى التسارع والتباطؤ لحزام الناقل. لذلك كان التحدي الهندسي هو إنشاء نظام نقل يجعل شكل الزجاجة غير ذي صلة بحركة الماكينة.

استراتيجية تدوير القوالب
الحل المنفذ لمعالجة الفوضى الهندسية هو نظام تدوير القوالب. هذه المقاربة تغير نقطة الإشارة للماكينة. بدلاً من أن يتفاعل حزام الناقل مباشرة مع الزجاج، فإنه يتفاعل مع “بوكيه” أو قالب موحد.
كل نوع زجاجة له قالب مكثف مكافئ. سواء كانت الزجاجة ورقة قيقب مسطحة أو زجاجة مربعة طويلة، فإنها تجلس بأمان داخل قالب له بصمة خارجية موحدة. من منظور محطات التعبئة والإغلاق، كل زجاجة متطابقة لأن الماكينة “ترى” القالب فقط.
لقد كان لهذا الاختيار التصميمي تداعيات عميقة على كفاءة تبديل الإنتاج. عندما يحتاج المشغل إلى الانتقال من وِسكي أو من حجم زجاجة إلى آخر، لا يحتاجون إلى معايرة عرض قضبان الناقل أو تباعد عجلات النجوم. ما عليهم سوى رفع القوالب عن المسار واستبدالها بمجموعة للرمز السلعي التالي. التباعد والتوافق في الارتفاع متأصلان في تصميم القالب، مما يحافظ على التدفق الحركي للخط دون تعديل ميكانيكي.
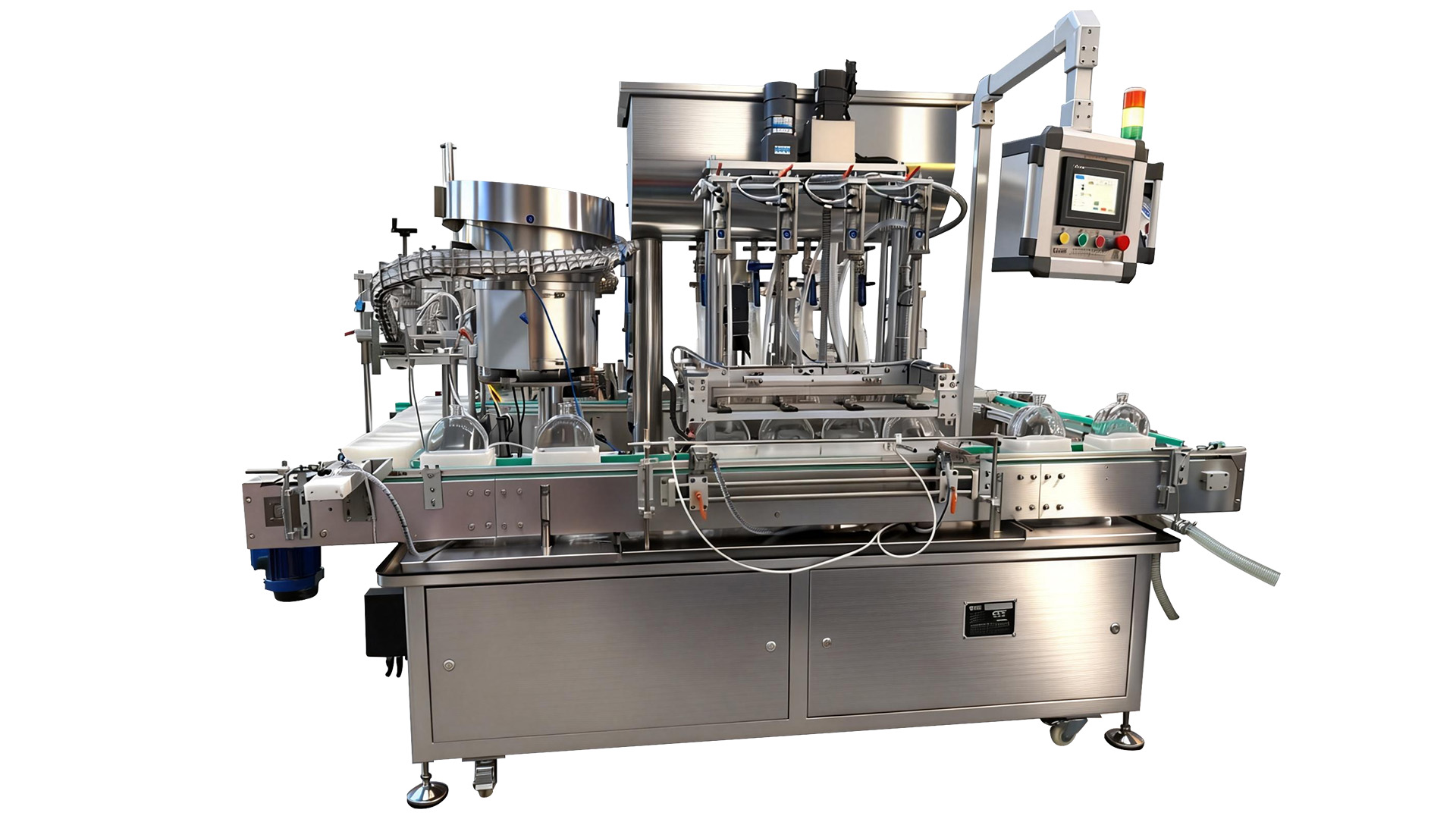
حل مضخة التروس ذات الأربعة رؤوس
لجسر هذه المتطلبات، يستخدم النظام ماكينة تعبئة بمضخة تروس ذات 4 رؤوس مصنوعة من SUS316. كان اختيار مضخة التروس بدلًا من المملوء بالمكبس أو التعبئة بالجاذبية متعمدًا وتقنيًا.
المضخات التروس توفر تدفقًا مستمرًا غير نابض ودقيق للغاية للمواد اللزجة. من خلال التحكم في دوران التروس عبر محركات سيرفو، يمكن للجهاز ضبط أحجام التعبئة المحددة (من 100 مل إلى 1000 مل) بدقة ±1%. على عكس منافخ المكبس، التي تتطلب ضربات ميكانيكية كبيرة وأختام قد تتآكل مع دورات درجات الحرارة العالية.
المواصفات المادية حاسمة بنفس القدر. كل جزء يتلامس مع السائل مصنوع من فولاذ SUS316. بينما تكون SUS304 القياسية كافية للاستخدام الغذائي العام، يحتوي SUS316 على موليبدنوم، ما يزيد من مقاومة التآكل بشكل كبير. لخط يعالج الوِسكي، والشرطات المغذية للمحاليل المعدنية، يضمن SUS316 عدم تسرب معدني أو تدهور المعدات مع مرور الوقت.

الـ“غوص” المحرك بالسيرفو”
لقهر مشكلة الرغوة الملازمة لتعبئة الشراب الساخن، تستخدم فوهات التعبئة آلية رفع محكومة بالسيرفو. يُشار إلى هذا غالبًا باسم “التعبئة من الأسفل إلى الأعلى”.”
- الدخول: تنزل الفوهات عميقًا داخل الزجاجة (أو الحاوية المثبتة في القالب).
- البدء: تبدأ عملية التعبئة بالقرب من القاع.
- الصعود: مع ارتفاع مستوى السائل، يسحب محرك السيرفو الفوهة لأعلى، محافظًا على طرفها فوق سطح السائل المتصاعد أو مغمورًا به قليلًا.
هذا التزامن يقلل المسافة التي يقع فيها السائل، وبالتالي يقلل من الطاقة الحركية والاضطراب.
مصفوفة الغلق: تهجين القوة
ربما يكون الجانب الميكانيكي الأكثر تعقيدًا في هذا الخط هو محطة الغلق. مطلب العميل للتعامل مع كل من أغطية الضغط (المستخدمة عادة على زجاجات المشروبات الكحولية الصغيرة) وأغطية الضغط/البرغي (المستخدمة عادة على حاويات الشراب الأكبر) عادةً ما يقتضي وجود ماكينتين منفصلتين. ومع ذلك، غالبًا ما تفرض قيود المساحة على الأرض والميزانية الدمج.
يتضمن الحل نظام رأس تغطية معياري مدمج مع مغذي اهتزازي متعدد الاستخدامات.
المغذي:
يستخدم آلية فرز الأغطية الاهتزاز لمواءمة الأغطية. نظرًا لتفاوت حجم الأغطية
(أربعة أحجام مميزة لزجاجات على شكل ورقة شجر القيقب والمربعة)، تم تصميم وعاء المغذي ليكون
قابلاً للتعديل، أو في بعض التكوينات، قابلاً للاستبدال. يقوم بتوجيه الغطاء بحيث يكون الجانب المفتوح مواجهًا
للزجاجة، ويغذيه عبر مزلق إلى محطة الالتقاط.
الرأس الهجين:
تم تصميم عمود الغطاء ليقبل إجراءات ميكانيكية مختلفة.
- للأغطية اللولبية/الضغط: يستخدم الرأس هيكل تثبيت بأربعة شفرات. صُمم هذا لتثبيت محيط الغطاء. مدفوعًا بمحركات سيرفو، يطبق عزمًا للأغطية المزودة بخيوط أو ضغطًا رأسيًا للأغطية القابضة. تصميم الشفرات الأربعة متفوق على عجلات الاحتكاك البسيطة للأغطية غير المنتظمة لأنه يركز القوة، مما يمنع الالتواء في الخيوط أو ميلان الأغطية.
- للأغطية المبرومة: يتم استبدال الرأس بأداة كبس. تطبق هذه الأداة ضغطًا جانبيًا لتشكيل حافة المعدن للغطاء تحت حافة الزجاجة.
من الأهمية أن مرحلة “الضغط المسبق” تضمن جلوس الغطاء بشكل صحيح قبل تطبيق العزم النهائي أو الكبس . هذا يقلل من معدل الرفض الناتج عن الأغطية غير المحاذية—وهي مشكلة شائعة عند أتمتة إغلاق زجاجات الزجاج غير المنتظمة.
النظافة والمنطق التشغيلي
في قطاع المواد الغذائية والمشروبات، غالبًا ما تكون “فترات التوقف” مرادفة لـ “وقت التنظيف”. خط إنتاج يستغرق أربع ساعات للتنظيف يلغي فعليًا مزايا السرعة للأتمتة.
ال ماكينة تعبئة بمضخة تروس ذات 4 رؤوس مصنوعة من SUS316 البنية تدعم بطبيعتها التغيير السريع (SMED) وبروتوكولات التنظيف في المكان (CIP). ونظرًا لأن آلية مضخة التروس مغلقة إلى حد ما، فإن وظيفة “التنظيف بزر واحد” تقوم بتدوير محلول التنظيف عبر القادوس، وتروس المضخة، والفوهات.
بالنسبة للانتقال بين الوِسكي، هذا أمر حيوي. يجب القضاء تمامًا على بقايا الشراب اللزقة قبل بدء إنتاج النبيذ. يتم تجهيز الخلاط بمؤشر مستوى السائل يتصل بمضخة التجديد. أثناء الإنتاج، يضمن ذلك ألا تعمل المضخة جافة أبدًا (مما قد يتلف التروس ويهوِي المنتج). أثناء التنظيف، يسمح بالدورات الآلية للماء ومواد التطهير دون إشراف مستمر من المشغّل.
الغلاف الواقي المحيط بمحطة التعبئة يخدم غرضًا مزدوجًا. من الناحية الجمالية، يخلق بيئة شبيهة بغرفة نظيفة. ومن الناحية الوظيفية، يعمل كحاجز من العطس وجسيمات، وهو أمر ضروري لعمليات التعبئة في حاويات مفتوحة.
العنصر البشري في الأتمتة
على الرغم من مستوى الأتمتة العالي—التعبئة التلقائية، فرز الأغطية، التغليف، ووضع الملصقات—يحافظ تصميم الخط على مرحلة إدخال يدوية. توضع الزجاجات في القوالب يدويًا.
يعكس هذا القرار فهمًا دقيقًا للمادة. الزجاجات الزجاجية الكبيرة والثقيلة وغير المنتظمة الشكل مكلفة وهشة. أجهزة فك الالتواء التلقائية الكاملة لأشكال معقدة كهذه مكلفة للغاية ومعرضة للانسداد أو كسر الزجاج. من خلال إبقاء التحميل يدويًا، تضمن المنشأة إجراء فحص مراقبة جودة قبل تدخل الزجاجة إلى الخط. يمكن للمشغل فحصها بصريًا بحثًا عن رقع أو شقوق، مما يمنع شظايا الزجاج من تلويث منطقة التعبئة.
ومع ذلك، الخط “مهيأ للمستقبل”. يوجد مساحة محجوزة بين محطتي التعبئة والإغلاق. إذا ما قررت المنشأة في المستقبل الانتقال إلى شكل زجاجة موحد يسمح بفتح الأغطية آليًا أو أنظمة إغلاق مختلفة، فإن البصمة المكانية تتيح إدخال وحدات جديدة دون تعطيل التدفق الحالي.
خلاصة: بنية القابلية للتكيف
إنتاج وِسكي في زجاجات حرفية يمثل نقطة تقاطع محددة بين اتجاهات الصناعة: رغبة المستهلك في تعبئة متميزة وفريدة وحاجة المصنع إلى الكفاءة الصناعية.
لا يكمن نجاح هذا الخط الإنتاجي في قطعة تكنولوجية واحدة، بل في تكامل أنظمة متوافقة. نظام دوران القوالب يلغي مشكلة شكل الزجاجة. مضخة تروس رباعية الرؤوس SUS316 تلغي مشاكل اللزوجة والحرارة. محطة الهجين لإغلاق الأغطية تلغي مشكلة تغاير أنظمة الإغلاق.
من خلال فصل شكل الحاوية عن ميكانيكا الآلة، وباستخدام مواد (SUS316) تتحمل الصعوبات الكيميائية والحرارية للمنتج، تحقق هذه المنشأة مرونة لا تضاهيها الخطوط القياسية. إنه دليل على أن في التعبئة الحديثة، تكون الآلة الأكثر صلابة غالبًا هي التي يمكنها التكيّف مع التغيير بسهولة.
الملحق الفني: مواصفات النظام وتحليل التدفق
لتقديم فهم أوضح للقدرات التشغيلية التي نوقشت، يحلل العرض التالي السمات المحددة وتأثيرها المباشر على سير العمل الإنتاجي.
1. ملاءمة المواد والبناء
اختيار المواد لا يتعلق بالمتانة فحسب؛ بل هو ضرورة للامتثال لمعايير سلامة الغذاء عند التعامل مع الكحول ومحاليل السكر المسخنة.
| المكون | المادة | التبرير |
|---|---|---|
| أجزاء التماس | فولاذ مقاوم للصدأ SUS316 | مقاومة تآكل مميزة ضد الوِسكي الحمضي؛; |
| الإطار/الهيكل | فولاذ مقاوم للصدأ SUS304 | التكامل الهيكلي؛ سهل التعقيم؛ معيار الصناعة لأسطح معدات الأغذية غير الملامسة. |
| مضخة التعبئة | مضخة تروس (SUS316) | تتعامل مع اللزوجة العالية دون نبضات؛ سهولة التنظيف في المكان (CIP); تتحمل التمدد الحراري. |
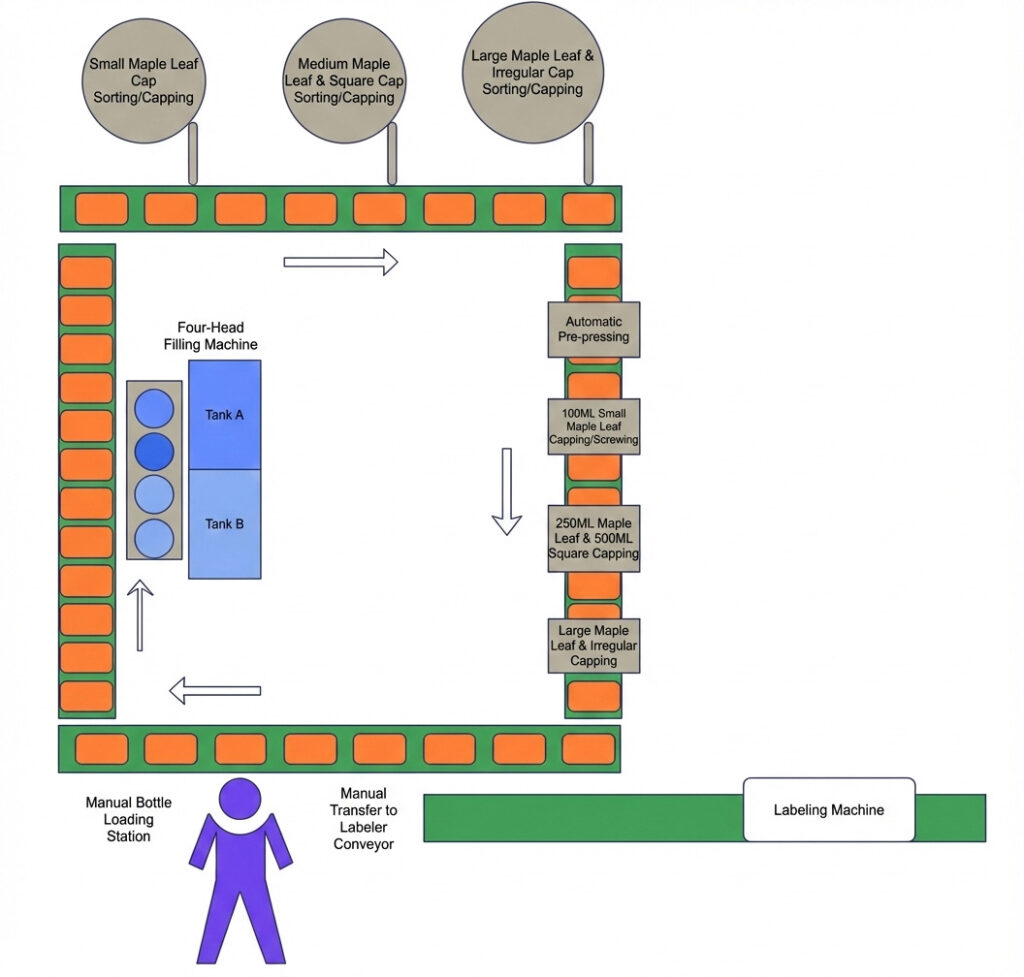
2. سير الإنتاج
التصميم الخطي للخط يؤكد على التقدم المنطقي، مما يقلل من مسافة تحرك الزجاجات ويقلل من خطر التلوث.
الخطوة 1: التحميل اليدوي واحتضان القالب
يقوم المشغلون بوضع الزجاجات غير المنتظمة (ورقة القيقب/مربعة)
في القوالب الدوارة.
- الميزة: فحص بصري لسلامة الزجاج؛ استقرار 100% للأشكال غير المستقرة.
الخطوة 2: التعبئة التلقائية (المفترق الحرج)
تنقل القوالب الزجاجات تحت
محطة الـ4 رؤوس.
- الآلية: تغوص الفوهات المدفوعة بسيرفو.
- الإجراء: تصرف مضخات التروس 100-1000 مل بينما تبتعد الفوهات.
- التحكم: تضمن PLC عدم وجود زجاجة = لا تعبئة. إعادة تعبئة الخزان تلقائياً عبر حساسات المستوى.
الخطوة 3: فرز الأغطية ووضعها
مغذيات اهتزازية تقوم بتوجيه الأغطية.
- المرونة: أوعية/مسارات مختلفة لأغطية الضغط الكبيرة مقابل أغطية الكبس الصغيرة.
- الإجراء: يتم وضع الأغطية ميكانيكياً أو يتم “التقاطها” بواسطة الزجاجة أثناء مرورها.
الخطوة 4: تغطية هجينة
تدخل الزجاجة منطقة التثبيت.
- الضغط المسبق: يضمن أن يكون الغطاء مستوياً.
- الإقفال النهائي: تحكم بعزم سيرفو (لللولبي) أو ضغط (للكبس/الضغط).
- الاستقرار: قوالب تمنع دوران الزجاجة أثناء تطبيق العزم.
الخطوة 5: وضع الملصق والقذف
يقوم المشغلون بإزالة الزجاجات الممتلئة والمغلقة من القوالب ووضعها
على ناقل آلة الملصقات.
- الدورة: تعود القوالب الفارغة إلى بداية الخط عبر مسار العودة.
3. التعامل مع رموز الأصناف المتغيرة (وحدات حفظ المخزون)
يُعرَّف “ملف الرشاقة” للنظام بكيفية تعامله مع نطاق الحاويات المحدد للعميل.
- زجاجات ورقة القيقب الكبيرة:
- نوع الغطاء: غطاء كبس.
- التحدي: مركز ثقل مرتفع.
- الحل: القالب يؤمّن القاعدة؛ رأس التغطيه يطبّق قوة عمودية فقط.
- زجاجات ورقة القيقب الصغيرة/المتوسطة:
- نوع الغطاء: غطاء تعشيق (كريمب).
- التحدي: إنهاء رقبة صغير يتطلب دقة.
- الحل: استبدال رأس الكبس؛ محاذاة سيرفو عالية الدقة.
- زجاجات مربعة:
- نوع الغطاء: تعشيق/لولبي.
- التحدي: شكل قياسي ولكن ارتفاع مختلف.
- الحل: ضبط بسيط لارتفاع العارضة الرئيسية؛ لا حاجة لضبط العرض بسبب القوالب.
4. منطق التحكم وإدارة الأخطاء
يعمل الـ PLC (المتحكم المنطقي القابل للبرمجة) كدماغ يدمج حركات السيرفو مع بيانات الحساسات.
- لا زجاجة، لا تعبئة: تكتشف الحساسات الكهروضوئية وجود القالب و الزجاجة بداخله. إذا كان القالب فارغًا، يتم تعطيل رأس المضخة الخاص بذلك المسار لدورة واحدة.
- مانع التقطير: تعكس مضخة التروس قليلاً في نهاية دورة التعبئة (تأثير السحب للخلف) لمنع القطرات من تلويث عنق الزجاجة أو القالب.
- حماية العزم: تراقب محركات الإغلاق المؤازرة المقاومة. إذا تم تركيب الغطاء بشكل معكوس على اللولب أو كانت الزجاجة غير محاذية، تتوقف الماكينة لمنع كسر الزجاج بدلًا من فرض الحركة.
يمثل هذا التكوين تحولًا من التصنيع بالقوة الغاشمة إلى التصنيع الذكي، حيث يتكيف المعدّات مع المنتج بدلًا من إجبار المنتج على التوافق مع المعدّات.