





Risoluzione chiavi in mano per linea di riempimento whisky in bottiglie di forma irregolare – Riempitrice a ingranaggi SUS316 a quattro teste

Ciao, sono un Ingegnere Senior presso GDHP. Con 23 anni di esperienza tecnica nel settore riempimento e confezionamento, forniamo più di semplici apparecchiature: siamo dedicati a offrire soluzioni chiavi in mano ad alta stabilità, alta efficienza e completamente personalizzate per la tua attività.
IndiceContenutoIndice dei contenuti
Nel mondo di nicchia della produzione alimentare e delle bevande artigianali, l'imballaggio non è raramente solo un contenitore; è una dichiarazione. Questo è evidente soprattutto nell'industria del whisky, dove la geometria distinta della bottiglia—spesso a forma di foglia d'acero—è iconica quanto il profilo di sapore del prodotto stesso. Tuttavia, per ingegneri di produzione e responsabili di impianto, queste scelte estetiche presentano un formidabile paradosso di produzione. Come si può automatizzare il riempimento e la tappatura di contenitori di vetro di forma irregolare e instabili senza sacrificare velocità o igiene?
Abbiamo osservato di recente uno scenario di produzione che racchiude perfettamente questa tensione tra estetica di marketing e pragmatismo ingegneristico. Un cliente ha richiesto una linea di produzione singola capace di gestire uno spettro di liquidi, whisky a base alcolica—attraverso una caotica varietà di forme di bottiglia e tipi di tappi. La soluzione risultante, incentrata su una linea personalizzata 4-Head SUS316 Gear Pump Filling, offre un caso di studio avvincente sull'odierna manifattura adattiva.
La sfida della variabilità geometrica
L'ostacolo principale in questo progetto specifico non era solo la natura del liquido, ma l'architettura del contenitore. Le linee di imbottigliamento standard si basano sul principio di simmetria. Le bottiglie cilindriche sono facili da guidare; rotolano e scivolano in modo prevedibile tra guide.
Tuttavia, questo produttore specifico lavora con la “appeal da scaffale.” Il loro inventario include bottiglie grandi a forma di foglia d'acero, bottiglie piccole a forma di foglia d'acero, dimensioni medie variegate e bottiglie standard quadrate. Per complicare ulteriormente le cose, i meccanismi di chiusura variano altrettanto selvaggiamente quanto il vetro. Le grandi bottiglie a foglia d'acero e le forme irregolari utilizzano tappi a pressione, mentre i formati più piccoli e le bottiglie quadrate richiedono tappi a crimpa.
In un allestimento tradizionale, cambiare da una bottiglia di foglia d'acero da 100 ml con tappo a crimpa a una bottiglia irregolare da 1000 ml con tappo a pressione comporterebbe una quasi completa smontaggio della linea. Le guide avrebbero bisogno di essere allargate, le ruote stellate sostituite e le teste di tappatura scambiate. Ciò equivale a ore di fermo—un lusso che una struttura mirata a una capacità di 800–1200 bottiglie all'ora non può permettersi.
Inoltre, la stabilità di una bottiglia a forma di foglia d'acero è notoriamente scarsa. Con una base stretta e un corpo largo e piatto, queste bottiglie sono soggette a sfalsamenti o ribaltamenti quando sottoposte alle forze di accelerazione e decelerazione di una linea trasportatrice. La sfida ingegneristica, quindi, era creare un sistema di trasporto che rendesse irrilevante la forma della bottiglia rispetto al movimento della macchina.

La strategia di Circolazione degli stampi
La soluzione implementata per affrontare il caos geometrico è un sistema di circolazione degli stampi. Questo approccio sposta il punto di riferimento della macchina. Invece che la cintura trasportatrice interagisca direttamente con il vetro, interagisce con una “palla” standardizzata o stampo.
Ogni tipo di bottiglia ha uno stampo ad alta densità corrispondente. Che la bottiglia sia una foglia d'acero piatta o una bottiglia quadrata alta, essa è fissata in modo sicuro within uno stampo che ha una impronta esterna uniforme. Dal punto di vista delle stazioni di riempimento e tappatura, ogni bottiglia è identica perché la macchina vede solo lo stampo.
Questa scelta di design ha implicazioni profonde per l'efficienza di cambio formato. Quando l'operatore deve passare da whisky a un cambio di linea o da una dimensione di bottiglia all'altra, non è necessario calibrare la larghezza delle guide del trasportatore o la distanza tra le ruote stellate. Si limitano a sollevare gli stampi dal binario e a sostituirli con quello per lo SKU successivo. La compatibilità di spaziature e altezze è intrinseca al design dello stampo, mantenendo il flusso cinetico della linea senza aggiustamenti meccanici.
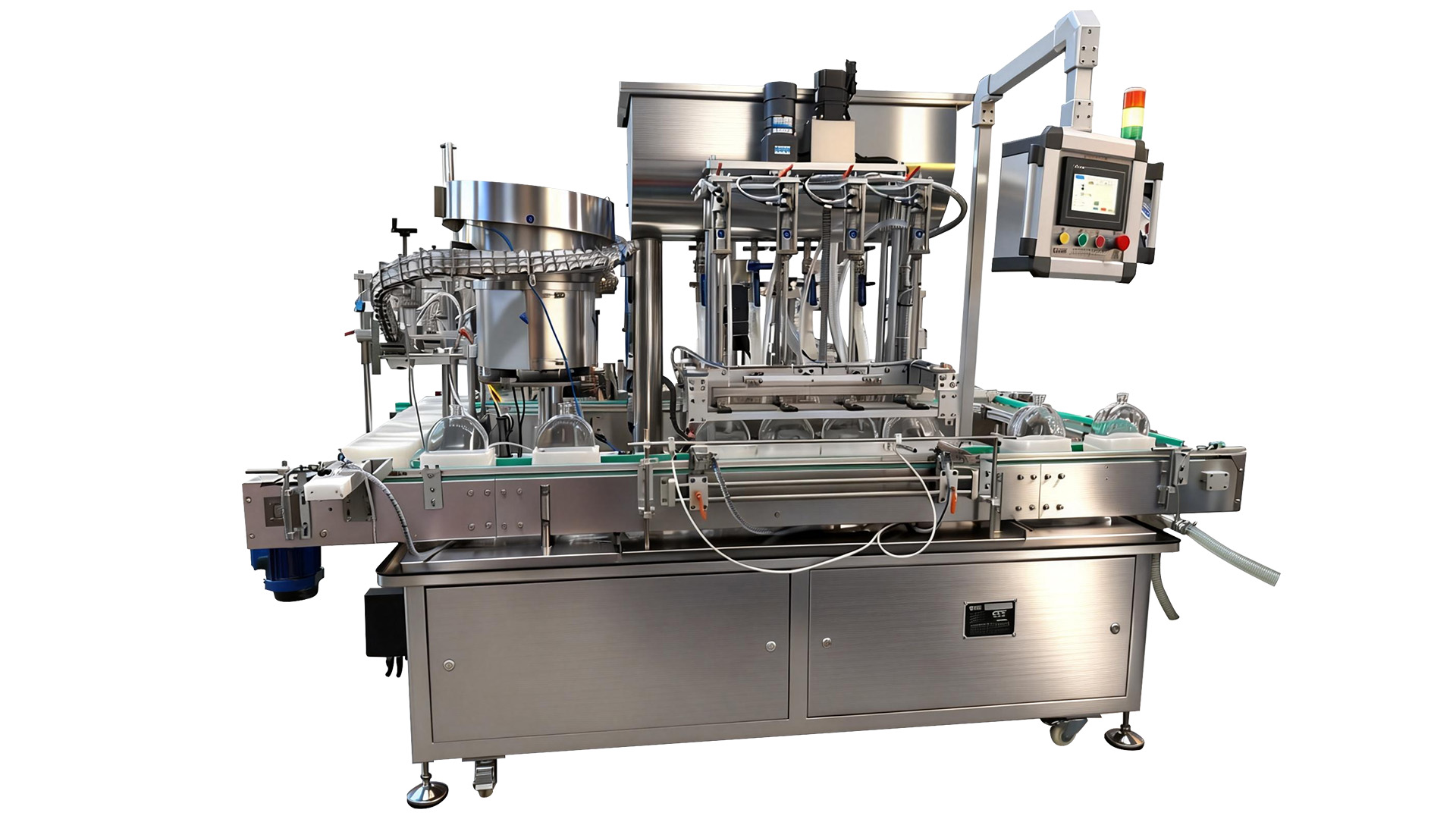
La Soluzione della Pompeggia a 4 Teste
Per collegare queste esigenze, il sistema utilizza un Riempitrice a Pompa a ingranaggi SUS316 a 4 teste. La scelta di una pompa a ingranaggi rispetto a una riempitrice a pistoni o gravità è deliberata e tecnica.
Le pompe a ingranaggi offrono un flusso continuo non pulsante, estremamente accurato per materiali viscosi. Controlling the rotation of the gears via servo motors, the machine can dial in specific fill volumes (from 100ml to 1000ml) with an accuracy of ±1%. Unlike piston fillers, which require bulky mechanical strokes and seals that can wear out under high-temperature cycling.
La specifica del materiale è altrettanto cruciale. Ogni componente a contatto con il liquido è realizzato in acciaio inox SUS316. Anche se SUS304 è adeguato per uso alimentare generale, SUS316 contiene molibdeno, che aumenta drasticamente la resistenza alla corrosione. Per una linea che gestisce whisky, sciroppi ricchi di minerali, SUS316 garantisce che non vi sia alcun rilascio di metalli o degrado dell'attrezzatura nel tempo.

Il “Dive” guidato dal Servo”
Per sconfiggere il problema della schiuma insita nella riempitura di sciroppo caldo, gli ugelli di riempimento impiegano un meccanismo di sollevamento controllato da servo. Questo è spesso indicato come “riempimento dal fondo verso l'alto”.”
- Ingresso: Gli ugelli scendono in profondità nella bottiglia (o contenitore tenuto in stampo).
- Inizio: Il riempimento inizia vicino al fondo.
- L'ascesa: Man mano che il livello del liquido aumenta, il motore servo ritrae l'ugello verso l'alto, mantenendo la punta appena sopra o leggermente sommersa nella superficie liquida in crescita.
Questa sincronizzazione minimizza la distanza che il fluido percorre, riducendo così energia cinetica e turbolenza.
La Matrice di siglatura: Ibridazione della Forza
Forse l'aspetto più meccanicamente complesso di questa linea è la stazione di chiusura. Il requisito del cliente di gestire sia tappi a crimpa (comuni sulle piccole bottiglie di spirito) sia tappi a pressione/avvitamento (comuni su contenitori di sciroppo di grandi dimensioni) di solito impone due macchine separate. Tuttavia, vincoli di spazio a piano e di budget spesso richiedono la consolidazione.
La soluzione prevede un sistema modulare di testa di chiusura integrato con un alimentatore vibrante versatile.
L' Alimentatore:
Il meccanismo di smistamento dei tappi utilizza la vibrazione per allineare i tappi. Poiché i tappi variano in dimensione (quattro misure distinte per diverse bottiglie a forma di foglia d’acero e quadrate), la ciotola alimentatrice è progettata per essere regolabile o, in alcune configurazioni, intercambiabile. Orienta il tappo in modo che il lato aperto sia rivolto verso la bottiglia, fornendolo lungo una tramoggia verso la stazione di prelievo.
La Testa Ibrida:
La colonna di chiusura è progettata per accettare diverse azioni meccaniche.
- Per tappi a vite/pressa: La testa utilizza una struttura di serraggio a quattro lame. Questo design afferra il perimetro del tappo. Azionata da servomotori, applica coppia per tappi filettati o pressione verticale per tappi a pressa. Il design a quattro lame è superiore ai semplici rulli di attrito per tappi irregolari perché centra la forza, prevenendo cross-threading o tappo inclinato.
- Per tappi a crimpa: La testa viene scambiata con uno strumento di crimpare. Questo strumento applica pressione laterale per modellare la gonna di metallo del tappo sotto la finitura della bottiglia.
Crucialmente, la fase di “pre-pressaggio” garantisce che il tappo sia posizionato correttamente prima che venga applicata la coppia finale o la crimpa. Questo riduce il tasso di rigetto causato da tappi non allineati—un problema comune quando si automatizza la chiusura di bottiglie di vetro irregolari.
Igiene e Logica Operativa
Nel settore alimentare e delle bevande, il “tempo di fermo” è spesso sinonimo di “tempo di pulizia.” Una linea di produzione che impiega quattro ore per la pulizia annulla efficacemente i vantaggi di velocità dell'automazione.
Il Riempitrice a Pompa a ingranaggi SUS316 a 4 teste l’architettura supporta in modo inerente Rapid Changeover (SMED) e protocolli Clean-In-Place (CIP). Poiché il meccanismo della pompa a ingranaggi è relativamente autonomo, la funzione di “pulizia con un solo pulsante” manda in circolazione la soluzione di lavaggio attraverso la tramoggia, gli ingranaggi della pompa e gli ugelli.
Per la transizione tra whisky, questo è fondamentale. Il residuo appiccicoso di sciroppo deve essere completamente eliminato prima che inizi la produzione di vino. Il serbatoio è dotato di un indicatore di livello che comunica con una pompa di reintegro. Durante la produzione, ciò garantisce che la pompa non si asciughi mai (il che danneggerebbe gli ingranaggi e aererebbe il prodotto). Durante la pulizia, consente la ciclicità automatizzata di acqua e agenti sanificanti senza supervisione costante dell'operatore.
La protezione che circonda la stazione di riempimento serve a uno scopo doppio. Esteticamente, crea un ambiente simile a una camera bianca. Internalmente, funge da protezione anti-starnuti e barriera antiparticolato, essenziale per operazioni di riempimento in contenitori aperti.
L’Elemento Umano nell’Automazione
Nonostante l’elevato livello di automazione—riempimento automatico, smistamento tappi, chiusura e etichettatura—la progettazione della linea mantiene una fase di ingresso manuale. Le bottiglie vengono poste negli stampi manualmente.
Questa scelta riflette una comprensione più raffinata del materiale. Bottiglie di vetro grandi, pesanti e irregolarmente forme sono costose e fragili. Dispenser completamente automatici per bottiglie complesse sono estremamente costosi e inclini a inceppamenti o rottura del vetro. Mantenendo l’operazione di carico manuale, l’impianto garantisce che venga effettuato un controllo di qualità prima la bottiglia entra nella linea. Un operatore può ispezionare visivamente per schegge o crepe, evitando che frammenti di vetro contaminino la zona di riempimento.
Tuttavia, la linea è stata “progettata per il futuro”. Uno spazio riservato esiste tra le stazioni di riempimento e tappatura. Se l’impianto dovesse in futuro muoversi verso una forma di bottiglia uniforme che permetta la tappatura automatica o diversi sistemi di chiusura, l’impronta fisica consente l’inserimento di nuovi moduli senza interrompere il flusso esistente.
Conclusione: L’Architettura dell’Adattabilità
La produzione di whisky in bottiglie artigianali rappresenta un'intersezione specifica tra tendenze del settore: il desiderio del consumatore per confezioni premium e uniche e la necessità del produttore di efficienza industriale.
Il successo di questa linea di produzione non risiede in un singolo pezzo di tecnologia, ma nell’integrazione di sistemi compatibili. Il sistema di circolazione dello stampo neutralizza il problema della forma della bottiglia. Il Pompa a ingranaggi SUS316 a 4 teste neutralizza i problemi di viscosità e temperatura. La stazione di tappatura ibrida neutralizza il problema della variabilità della chiusura.
Decentrando la forma del contenitore dalla meccanica della macchina e utilizzando materiali (SUS316) che resistono alle rigide condizioni chimiche e termiche del prodotto, questa struttura raggiunge una flessibilità che le linee standard non possono eguagliare. È una testimonianza del fatto che, nella modern packaging, la macchina più robusta è spesso quella che può adattarsi più facilmente al cambiamento.
Appendice Tecnica: Specifiche di Sistema e Analisi di Flusso
Per fornire una comprensione più chiara delle capacità operative discusse, la seguente analisi presenta nel dettaglio gli attributi specifici e il loro impatto diretto sul flusso di produzione.
1. Idoneità Materiale e Costruzione
La scelta dei materiali non riguarda solo la durabilità; è una necessità di conformità di sicurezza alimentare per la gestione di alcol e soluzioni di zucchero riscaldate.
| Componente | Materiale | giustificazione |
|---|---|---|
| Parti di contatto | Acciaio inossidabile SUS316 | Superiore resistenza alla corrosione contro whisky acido; |
| Framework/Corpo | Inox SUS304 | Integrità strutturale; facile da sanificare; standard di settore per superfici di macchine alimentari non in contatto. |
| Pompa di riempimento | Pompa a ingranaggi (SUS316) | Gestisce alte viscosità senza pulsazioni; facile CIP (Pulizia in loco); resiste all’espansione termica. |
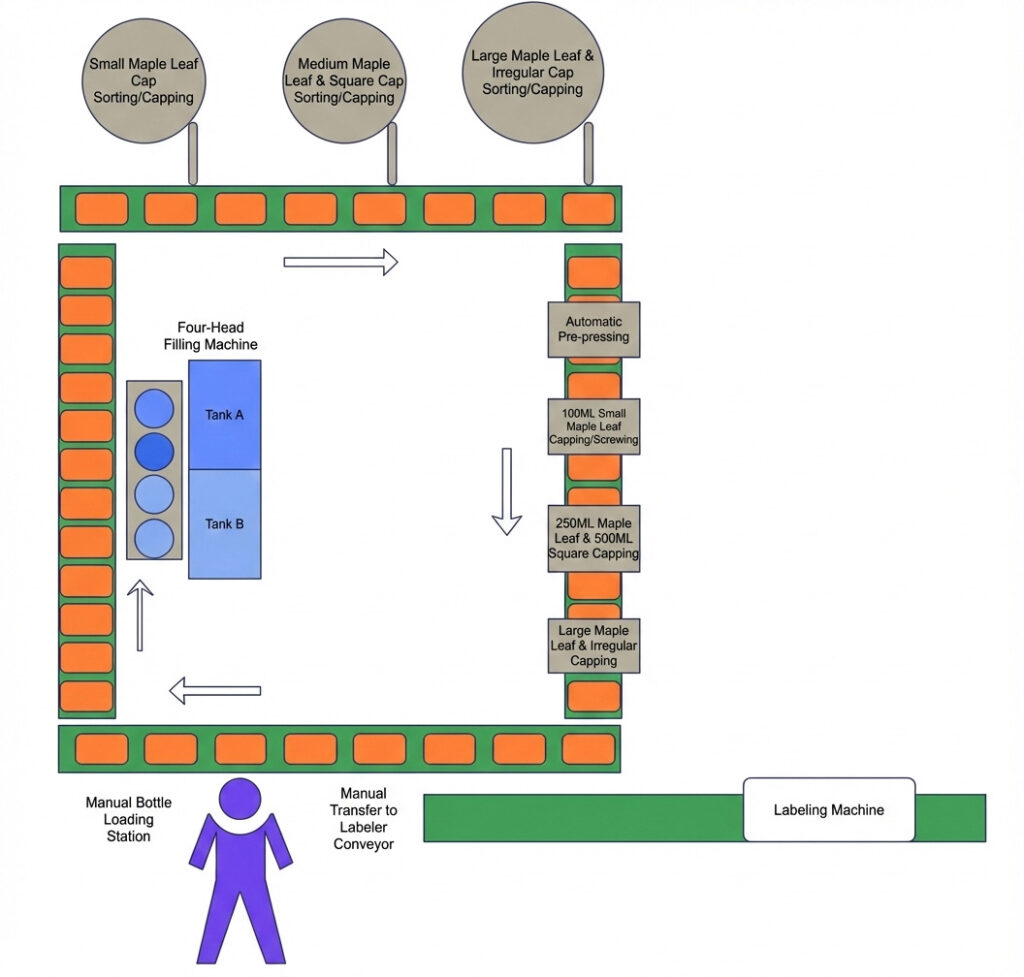
2. Il flusso di lavoro della produzione
Il design lineare della linea enfatizza la progressione logica, minimizzando la distanza di percorrenza delle bottiglie e riducendo il rischio di contaminazione.
Fase 1: Carico manuale & alloggiamento stampi
Gli operatori posizionano le bottiglie irregolari (Foglia d'acero/quadrate) negli stampi circolanti.
- Vantaggio: Ispezione visiva dell'integrità del vetro; stabilità 100% per forme instabili.
Fase 2: Riempimento automatico (l'incrocio critico)
Gli stampi trasportano le bottiglie sotto la postazione a 4 teste.
- Meccanismo: Gli ugelli dive guidati da servomotore scendono.
- Azione: Le pompe a ingranaggi dosano 100-1000 ml mentre gli ugelli si retraggono.
- Controllo: PLC assicura nessuna bottiglia = nessuna riempitura. Rifornimento automatico del serbatoio tramite sensori di livello.
Fase 3: Ordinazione e posizionamento dei tappi
Gli alimentatori vibranti orientano i tappi.
- Duttabilità: Vassoi/tracce diversi per tappi grandi da pressa vs. tappi piccoli a crimpare.
- Azione: I tappi vengono posizionati meccanicamente o “prelevati” dalla bottiglia mentre passa.
Fase 4: Chiusura ibrida
La bottiglia entra nella zona di stabilizzazione.
- Pre-press: Assicura che il tappo sia livellato.
- Blocco finale: Coppia controllata dal servomotore (per vite) o pressione (per crimpare/pressare).
- Stabilità: Gli stampi impediscono la rotazione della bottiglia durante l'applicazione della coppia.
Fase 5: Etichettatura ed espulsione
Gli operatori rimuovono bottiglie riempite e chiuse dagli stampi e li posizionano sulla linea del etichettatore.
- Ciclo: Gli stampi vuoti tornano all'inizio della linea tramite il binario di ritorno.
3. Gestione di SKU variabili
(Unità di Conservazione dello Stock) Il profilo di agilità del sistema è definito da come gestisce la gamma specifica di contenitori del cliente.
- Bottiglie grandi con foglia d'acero:
- Tipo di cappuccio: Cappuccio a pressione.
- Sfida: Altissimo centro di gravità.
- Soluzione: Lo stampo fissa la base; la testa di tappatura applica solo una forza verticale.
- Bottiglie piccole/medie con foglia d'acero:
- Tipo di cappuccio: Cappuccio crimpato.
- Sfida: La finitura del collo di piccole dimensioni richiede precisione.
- Soluzione: Scambio testa di crimpa; allineamento servo ad alta precisione.
- Bottiglie quadrate:
- Tipo di cappuccio: Crimpato/avvitato.
- Sfida: Forma standard ma altezza diversa.
- Soluzione: Regolazione semplice dell'altezza dell'elemento principale; nessuna regolazione di larghezza necessaria grazie agli stampi.
4. Logica di controllo e gestione degli errori
Il PLC (Programmable Logic Controller) funge da cervello, integrando i movimenti del servo con i dati dei sensori.
- Nessuna bottiglia, nessun riempimento: I sensori fotoelettrici rilevano la presenza dello stampo e la bottiglia al suo interno. Se uno stampo è vuoto, la testina di pompaggio specifica per quella corsia è disabilitata per un ciclo.
- Anti-Drip: La pompa a ingranaggi si inverte leggermente alla fine del ciclo di riempimento (effetto risucchio) per impedire che le gocce sporcano il collo della bottiglia o lo stampo.
- Protezione della Coppia: I servomotori di chiusura monitorano la resistenza. Se una capsula viene innestata in modo incrociato o se una bottiglia è fuori asse, la macchina si ferma per prevenire la rottura del vetro, invece di forzare l'azione.
Questa configurazione rappresenta uno spostamento dalla produzione di tipo “forza bruta” a quella di tipo “smart”, dove l’attrezzatura si adatta al prodotto invece di costringere il prodotto ad adattarsi all’attrezzatura.