





Comment fonctionnent les machines de remplissage volumétrique et leurs applications
Y a-t-il un décalage entre votre produit et votre machine de remplissage ? Laissez-nous vous guider sur la manière de choisir le…
19 mai 2026
 Français
FrançaisA machine de remplissage monobloc est un système intégré qui réalise plusieurs étapes d'emballage — comme le tri des bouteilles, le remplissage du liquide et le collage — dans un seul cadre unifié. Jet est compacte, hautement automatisée et réduit considérablement le besoin d'intervention manuelle. En regroupant toutes les étapes critiques en une seule station qui minimise le risque de contamination et assure un rythme de production beaucoup plus régulier.
Lorsque nous concevons ces machines, répondent à des normes strictes BPF l'enveloppe extérieure est généralement construite en matériel de haute qualité acier inoxydable 304. Pour les pièces qui entrent réellement en contact avec votre produit — les aiguilles et les tubes de remplissage — nous utilisons des matériaux de qualité encore supérieure comme acier inoxydable 316L, silicone médical grade, ou des plastiques spécialisés tels que PTFE (Teflon) pour éviter la corrosion et assurer la pureté.
Le système de remplissage monobloc est le PLC (Contrôleur logique programmable). Les opérateurs interagissent via une HMI (interface homme-machine) qui permet de régler le volume de remplissage ou d’ajuster la vitesse de production sans arrêter la machine.
| Composant | Marques/Matières courantes | Fonction |
|---|---|---|
| Cadre de la machine | Acier inoxydable SUS304 | Fournit une structure stable et facile à nettoyer. |
| Pièces de contact | SUS316L / Silicone médical | Évite les réactions chimiques avec le produit. |
| Système de contrôle | Delta / Siemens PLC | Gère le chronométrage et la logique de l’ensemble de la ligne. |
| Écran tactile | Delta / Weinview HMI | Interface permettant à l’opérateur d’ajuster les paramètres. |
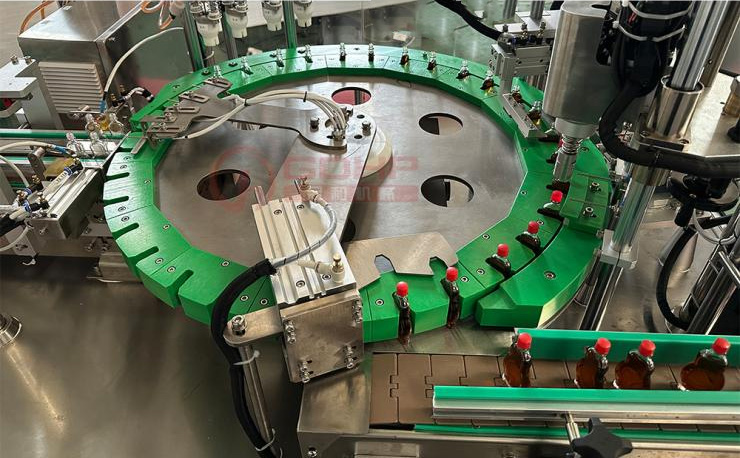
L’une des premières choses que vous remarquerez à propos d’un machine de remplissage monobloc est son mouvement circulaire ou “ intermittant ”. Au lieu que les bouteilles se déplacent en une longue ligne droite, elles sont généralement maintenues dans des moules sur mesure ou une “ étoile ” qui les fait passer par différentes stations. Ce mouvement rotatif nous permet d’intégrer trois ou quatre processus différents dans une machine qui n’est peut-être qu’à quelques mètres de large.
La distance entre la station de remplissage et la station de bouchage est si courte qu’il y a moins de temps pour que le produit soit exposé à l’air, ce qui est crucial pour maintenir la stérilité. De plus, comme il s’agit d’une seule machine, la maintenance est beaucoup plus simple car vous ne traitez qu’un seul ensemble de moteurs et un seul système de contrôle centralisé.

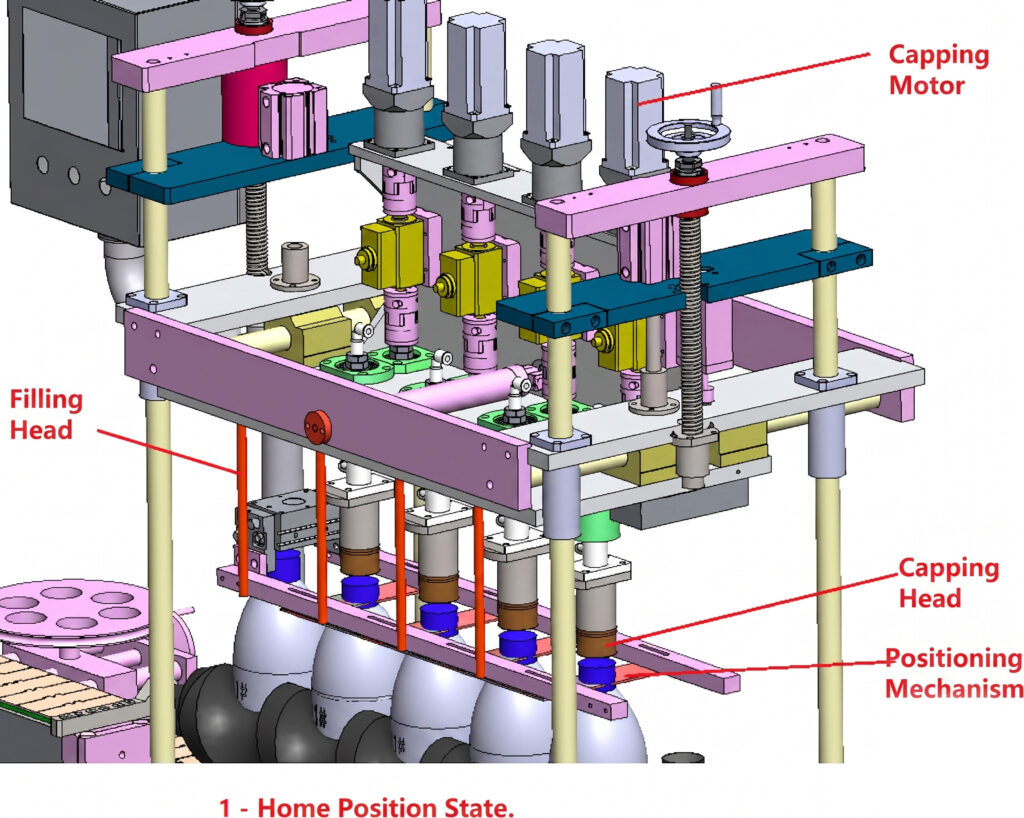
passant du cadre stationnaire aux pièces mobiles, le machine de remplissage monobloc fonctionne grâce à une séquence minutée serrée.
Le processus commence par mettre les bouteilles sur la ligne. Pour nombre de mes clients dans l' IVD (Diagnostique in vitro) industrie, les bouteilles sont petites, légères et souvent de forme irrégulière, ce qui les rend susceptibles de basculer. Pour résoudre cela, nous utilisons souvent des “moules d’activité” ou des fixations sur mesure. Au lieu que la bouteille glisse le long d’un rail, elle est bien en place à l’intérieur d’un bloc usiné CNC qui traverse la machine.
Dans certaines configurations, nous utilisons un bol vibrant or un bac de rangement qui peut contenir des douzaines de bouteilles à la fois. Pour des tâches plus spécialisées, comme la manipulation de milieux de culture, j’ai conçu des systèmes où un technicien place manuellement les bouteilles dans les fixations sous une hotte à flux laminaire afin de maintenir un environnement propre de type “ Classe 100 ”. Cela garantit que même avant que le liquide ne touche la bouteille, l'environnement est maîtrisé et la bouteille est parfaitement positionnée pour l'étape suivante.
Une fois la bouteille positionnée, elle passe sous les têtes de remplissage. C'est là que la véritable ingénierie opère. Pour les réactifs et les liquides biologiques, je précise presque toujours les pompes péristaltiques (souvent de marques comme Lange).
Je préfère les pompes péristaltiques pour plusieurs raisons :
Pour éviter les bulles ou les éclaboussures, le remplisseur monobloc utilise un remplissage “ bottom-up ”. La buse de remplissage (en PP inerte ou PTFE) s'immerge réellement dans la bouteille et remonte lentement à mesure que le liquide monte. Ce mouvement de “ plongée ” est contrôlé par un servomoteur ou un vérin pneumatique pour s'assurer qu'il n'y ait pas de gouttes sur la lèvre de la bouteille, ce qui ruinerait le joint ultérieurement.
Après le remplissage, la bouteille se déplace vers la station de bouchage. Un bras mécanique ou un manipulateur saisit un bouchon — souvent trié par une autre plaque vibrante — et le place sur le goulot de la bouteille. Pour les produits nécessitant une double étanchéité, comme un bouchon-plug suivi d’un bouchon à vis, le machine de remplissage monobloc gère les deux dans des stations consécutives.
La partie la plus critique de cette étape est “ le contrôle du couple ”. Si un cap est trop lâche, le produit fuit; trop serré, et le consommateur ne peut pas l’ouvrir. Nous utilisons des têtes de capuchonnage actionnées par servo où la force de torsion (couple) peut être ajustée numériquement sur l’écran tactile. J’ai déjà travaillé sur un projet pour huile médicinale où les flacons étaient très petits. Nous avons mis en place un système de capuchonnage à double station qui a atteint un taux de qualification supérieur à 99% parce que le des servo-moteurs pouvaient détecter exactement quand le cap était correctement en place.
| Caractéristique | Avantage d’ingénierie |
|---|---|
| Pas de bouteille, pas de remplissage | Utilise des capteurs à fibre optique pour prévenir le gaspillage de liquide si un dispositif est vide. |
| Capuchonnage à servo | Permet une précision et une répétabilité parfaites pour chaque bouteille. |
| Aiguilles de plongée | Évite les mousse et prévient la contamination du col de bouteille. |
Je me souviens très bien d’un projet qui illustre parfaitement la capacité de résolution de problèmes d’une machine de remplissage monobloc bien conçue. Un client de l’industrie IVD nous a approchés avec un défi : il avait besoin de remplir des flacons réactifs biochimiques de forme irrégulière, en se concentrant spécifiquement sur des volumes de 15 ml et 60 ml. Leur processus manuel était trop lent, et les convoyeurs droits standards tombaient les bouteilles de forme unique.
Notre équipe d'ingénierie chez GDHP a conçu une solution personnalisée utilisant le GHALF-4-2 machine de remplissage et de fermeture automatiques. Au lieu d'un convoyeur standard, nous avons utilisé un mode de fonctionnement spécialisé avec des gabarits personnalisés — un ensemble de 40 moules de maintien individuels qui maintenaient fermement les bouteilles irrégulières lorsqu'elles passaient d'une station à l'autre.

Pour la station de remplissage, nous avons intégré une pompe péristaltique Lange à 4 têtes, réputée pour sa haute précision. Nous avons obtenu une précision de remplissage impressionnante de ≤0,4 ml pour les bouteilles de 15 ml et ≤0,7 ml pour les bouteilles de 60 ml. La station de fermeture utilisait un système de moteur à servomoteur à double tête qui pré-serrait puis serrait les bouchons, assurant un taux de qualification de fermeture de ≥99%. Le résultat final était une ligne de production extrêmement stable produisant plus de 3000 bouteilles/heure pour la taille 15 ml, et entre 1800 et 2400 bouteilles/heure pour la taille 60 ml. Nous avons transformé leur goulot d'étranglement complexe en une opération rationalisée et très rentable.
| Caractéristique | 15 ml | 60 ml |
|---|---|---|
| Précision de remplissage | ≤0,4 ml | ≤0,7 ml |
| Production | 3000 bouteilles/heure | 2400 bouteilles/heure |
L'achat d'un industriel machine de remplissage monobloc ne ressemble pas à l'achat d'un appareil électroménager prêt à l'emploi. Il requiert une approche d'ingénierie rigoureuse pour garantir que l'équipement corresponde exactement à vos propriétés matérielles et à vos contraintes d'installation. Voici le processus standardisé par lequel je guide mes clients pour construire une solution clé en main personnalisée:
Oui, mais la machine GDHP utilise une approche de perçage sur mesure plutôt que des rails universels. Un monobloc utilise un index central, donc au lieu d’ajuster les tracés mécaniques, vous remplacez simplement les moules de maintien (治具) qui sont découpés avec précision pour votre bouteille spécifique. Cependant, gardez à l’esprit que cette configuration est la plus efficace pour des bouteilles ayant des spécifications similaires; passer fréquemment d’unités de tailles radicalement différentes augmentera votre temps d’arrêt.
La précision est l’un des plus grands avantages de ce système intégré. En utilisant des pompes péristaltiques à haute précision (comme les modèles Lange standard de l’industrie) ou des pompes à piston pilotées par servomoteur, la précision est extrêmement serrée. Par exemple, dans nos lignes de réactifs biochimiques, une fiole de 15 ml peut facilement maintenir une marge d’erreur ≤0,4 ml, et une fiole de 60 ml peut être maintenue dans ≤0,7 ml.
Absolument. La structure principale de la machine est construite en acier inoxydable SUS304 de premier choix, et toutes les pièces en contact avec le matériau sont souvent améliorées vers de l’acier inoxydable 316L ou du silicone de qualité médicale. De plus, en raison de son empreinte compacte, l’ensemble de la machine peut être facilement installé sous une hotte à flux laminaire de classe 100, garantissant qu’elle est pleinement conforme aux exigences d’hygiène GMP strictes.
La vitesse de production dépend du volume de remplissage et des caractéristiques de votre produit. Pour les petites doses, comme un baume essentiel de 8 ml ou un réactif de diagnostic de 15 ml, la machine peut atteindre aisément des vitesses élevées de plus de 3 000 bouteilles par heure. Les volumes plus importants (comme 60 ml) prennent naturellement un peu plus de temps, en moyenne entre 1 800 et 2 400 bouteilles par heure, mais le rythme est très stable et continu.
Oui, l’aspect gain d’espace est significatif. En intégrant l’alimentation des bouteilles, le remplissage, la fermeture et le bouchage dans une base unique et compacte, il élimine entièrement le besoin des longs convoyeurs de connexion requis entre des machines séparées et autonomes. Cela en fait une solution idéale pour les salles blanches serrées, les environnements de laboratoire ou l’optimisation des petits agencements d’usine.
Les monoblocs GDHP modernes sont contrôlés par des PLC avancés (comme Delta ou Siemens) et sont équipés de multiples capteurs à fibre optique. Les caractéristiques de sécurité standard incluent un protocole “ pas de bouteille, pas de remplissage ”, une “ détection sans bouchon avec arrêt d’alarme ”, et une détection de “ bouchon tordu ” pour prévenir le gaspillage de matériau et assurer que chaque produit sortant de la ligne est parfaitement scellé.
L’échange technique principal est que comme toutes les stations sont physiquement intégrées, une défaillance mécanique dans une zone — comme un bouchon bloqué — arrêteront temporairement l’ensemble de la machine. Cette dépendance à l’entretien centralisé nécessite un dépannage rapide. Cependant, l’avantage distinct est que vos opérateurs n’ont qu’une seule interface à écran tactile centrale à gérer et diagnostiquer, plutôt que d’essayer de coordonner les vitesses et les erreurs de trois machines totalement séparées.



