





Solution clé en main pour ligne de remplissage de whisky dans des bouteilles de forme irrégulière – Pompe à engrenages SUS316 à quatre têtes

Bonjour, je suis ingénieur principal chez GDHP. Avec 23 ans d'expertise technique dans l'industrie de la remplissage et de l'emballage, nous offrons bien plus que du matériel — nous nous engageons à fournir des solutions clefs en main à haute stabilité, haute efficacité et entièrement personnalisées pour votre entreprise.
Table des matières
Dans le monde de niche de la production alimentaire et de boissons artisanales, l'emballage n'est rarement qu'un réceptacle; c'est une déclaration. Cela est d'autant plus évident dans l'industrie du whisky, où la géométrie distincte de la bouteille — souvent en forme de feuille d'érable — est aussi emblématique que le profil de saveur du produit lui-même. Cependant, pour les ingénieurs de production et les responsables d'installation, ces choix esthétiques présentent un paradoxe manufacturier redoutable. Comment peut-on automatiser le remplissage et le bouchage de récipients en verre irréguliers et instables sans sacrifier la vitesse ou l'hygiène ?
Nous avons récemment observé un scénario de production qui résume parfaitement cette tension entre l'esthétique marketing et le pragmatisme industriel. Un client demandait une ligne de production unique capable de traiter une gamme de liquides, whisky à base d'alcool — à travers une bousculade chaotique de formes de bouteilles et de types de bouchons. La solution qui en a résulté, centrée autour d'une ligne personnalisée Pompe à engrenages 4 têtes SUS316 pour remplissage machine, offre une étude de cas convaincante sur la fabrication adaptative moderne.
Le Défi de la variance géométrique
Le principal obstacle dans ce projet spécifique n’était pas seulement la nature du liquide, mais l’architecture du contenant. Les lignes d’embouteillage standard reposent sur le principe de symétrie. Les bouteilles cylindriques sont faciles à guider ; elles roulent et glissent de manière prévisible entre les rails de guidage.
Cependant, ce producteur spécifique se spécialise dans “ l’attrait sur étagère ”. Leur inventaire comprend des bouteilles en forme de grande feuille d’érable, des petites bouteilles en forme de feuille d’érable, des tailles moyennes variées et des bouteilles standard carrées. Pour compliquer les choses, les mécanismes de fermeture varient tout aussi fortement que le verre. Les grandes bouteilles en feuille d’érable et les formes irrégulières utilisent des bouchons à pression, tandis que les formats plus petits et les bouteilles carrées exigent des bouchons à sertir.
Dans une configuration traditionnelle, passer d'une bouteille à capuchon à clavette de 100 ml à une bouteille irrégulière à capuchon pression de 1000 ml nécessiterait une quasi-démontage de toute la ligne. Les rails de guidage devraient être élargis, les étoiles remplacées et les têtes de bouchage échangées. Cela équivaut à des heures d’indisponibilité — un luxe qu’un établissement visant un débit de 800 à 1200 bouteilles par heure ne peut pas se permettre.
De plus, la stabilité d'une bouteille en forme de feuille d'érable est notoirement faible. Avec une base étroite et un corps large et plat, ces bouteilles ont tendance à se superposer (chevauchement) ou à basculer lorsqu'elles sont soumises aux forces d'accélération et de décélération d'un convoyeur. Le défi d'ingénierie consistait donc à créer un système de transport qui rende la forme de la bouteille non pertinente par rapport au mouvement de la machine.

La stratégie de circulation des moules
La solution mise en œuvre pour résoudre le chaos géométrique est un système de circulation des moules. Cette approche déplace le point de référence de la machinerie. Au lieu que le tapis roulant interagisse directement avec le verre, il interagit avec un “puck” ou moule standardisé.
Chaque type de bouteille dispose d’un moule à haute densité correspondant. Que la bouteille soit une feuille d’érable plate ou un carré tall, elle repose solidement dans un moule ayant une empreinte extérieure uniforme. Du point de vue des stations de remplissage et de fermeture, chaque bouteille est identique puisque la machine ne voit que le moule.
Ce choix de conception a des implications profondes pour l’efficacité du changement. Lorsque l’opérateur doit passer de whisky des séries de production, ou d’une taille de bouteille à une autre, ils n’ont pas besoin de calibrer la largeur des rails du convoyeur ou l’espacement des roues étoilées. Ils soulèvent simplement les moules de la piste et les remplacent par l’ensemble pour le prochain SKU. L’espacement et la compatibilité en hauteur sont inhérents à la conception du moule, maintenant le flux cinétique de la ligne sans ajustement mécanique.
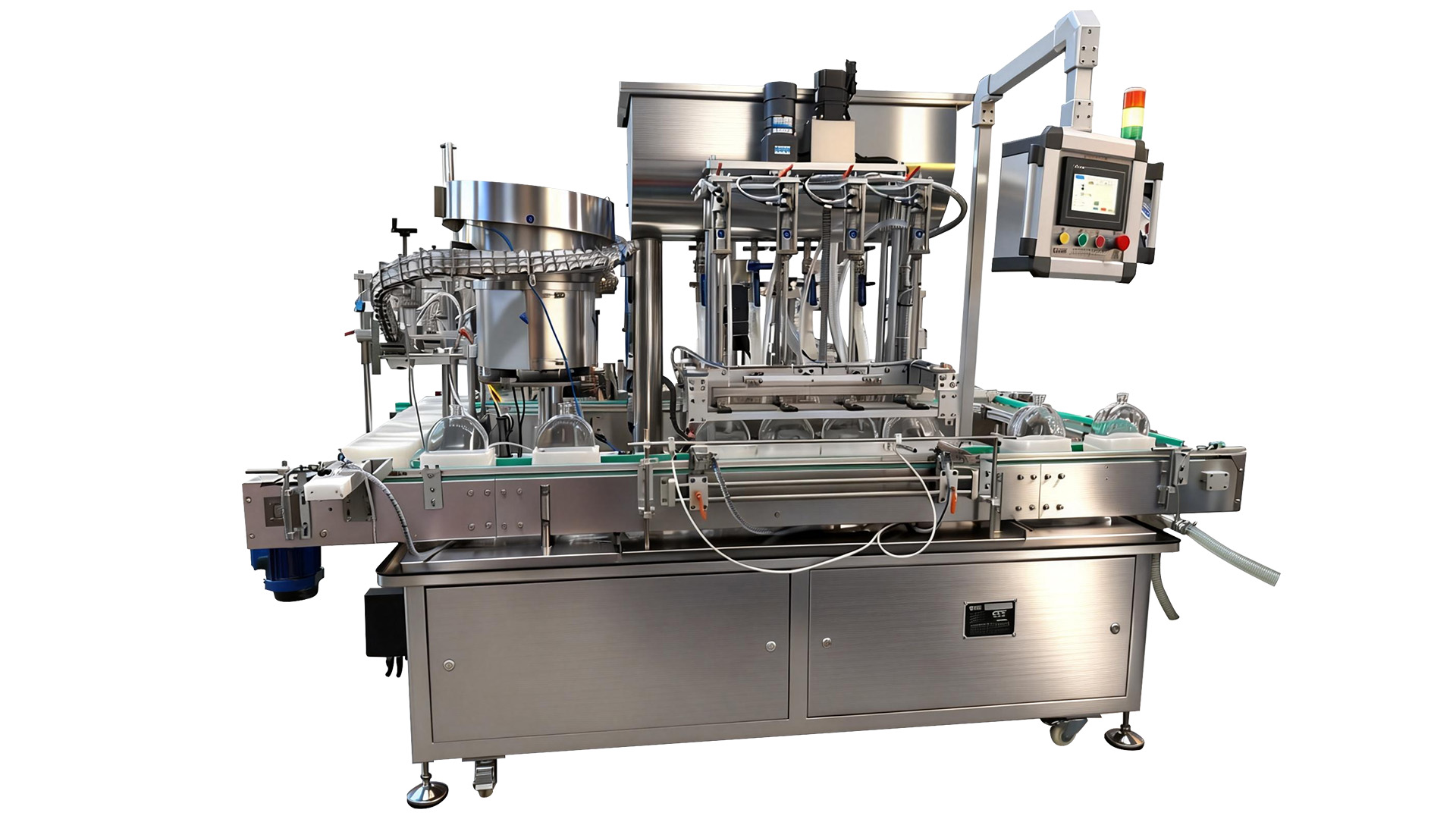
La Solution de la Pompe à Engrenages à 4 Têtes
Pour répondre à ces exigences, le système utilise une machine de remplissage à pompe à engrenages SUS316 à 4 têtes. Le choix d'une pompe à engrenages plutôt qu'un remplisseur à piston ou à gravité est délibéré et technique.
Les pompes à engrenages offrent un débit continu sans pulsation, extrêmement précis pour les matériaux visqueux. En contrôlant la rotation des engrenages via des servomoteurs, la machine peut régler des volumes de remplissage spécifiques (de 100 ml à 1000 ml) avec une précision de ±1%. Contrairement aux remplisseurs à piston, qui nécessitent des courses mécaniques volumineuses et des joints susceptibles de s'user sous les cycles à haute température.
La spécification des matériaux est tout aussi critique. Chaque composant en contact avec le liquide est fabriqué en acier inoxydable SUS316. Alors que le SUS304 standard suffit pour une utilisation alimentaire générale, le SUS316 contient du molybdène, qui augmente considérablement la résistance à la corrosion. Pour une ligne manipulant du whisky, des sirops riches en minéraux, le SUS316 garantit qu'il n'y ait aucune lixiviation métallique ou dégradation de l'équipement au fil du temps.

Le “ Dive ” piloté par servomoteur”
Pour vaincre le problème de formation de mousse inhérent au remplissage du sirop chaud, les buses de remplissage emploient un mécanisme de levage contrôlé par servo. On parle souvent de “ remplissage du bas vers le haut ”.”
- Entrée : Les buses descendent profondément dans la bouteille (ou le récipient maintenu par un moule).
- Initiation : Le remplissage commence près du fond.
- La Montée : À mesure que le niveau du liquide monte, le servomoteur rétracte la buse vers le haut, en veillant à ce que l'extrémité soit juste au-dessus ou légèrement immergée dans la surface montante du liquide.
Cette synchronisation minimise la distance parcourue par le fluide lors de sa chute, réduisant ainsi l'énergie cinétique et la turbulence.
La Matrice de Bouchonnage : Hybridation de la Force
Perhaps the most mechanically complex aspect of this line is the capping station. The client’s requirement to handle both crimp caps (common on small spirit bottles) and press/screw caps (common on larger syrup containers) usually dictates two separate machines. However, floor space and budget constraints often demand consolidation.
La solution implique un système de tête de fermeture modulaire intégré à un alimentateur vibrant polyvalent.
L’Alimenteur :
Le mécanisme de tri des bouchons utilise les vibrations pour aligner les bouchons. Comme les bouchons varient en
taille (quatre tailles distinctes pour différentes bouteilles en forme de feuille d’érable et en forme carrée), le bol
de l’alimenteur est conçu pour être ajustable, ou, dans certaines configurations, interchangeable. Il oriente le bouchon de sorte que le côté ouvert fasse face à la bouteille, l’alimentant dans une goulotte jusqu’à la station de prélèvement.
La tête hybride :
La colonne de fermeture est conçue pour accepter différentes actions mécaniques.
- Pour les bouchons à vis/pression : La tête utilise une structure de serrage à quatre lames. Cette conception saisit le périmètre du bouchon. Propulsée par des servomoteurs, elle applique un couple pour les bouchons à filetage ou une pression verticale pour les bouchons à pression. La conception à quatre lames est supérieure aux simples roues de friction pour les bouchons irréguliers car elle centre la force, évitant le contreserrage ou les bouchons inclinés.
- Pour les bouchons à sertir : La tête est échangée contre un outil de sertissage. Cet outil applique une pression latérale pour mouler la jupe métallique du bouchon sous le fini de la bouteille.
Essentiellement, l’étape de “pré-pression” assure que le bouchon est correctement assis avant que le couple final ou le sertissage ne soit appliqué. Cela réduit le taux de rejet causé par des bouchons mal alignés — un problème courant lors de l’automatisation du scellement de bouteilles en verre irrégulières.
Hygiène et logique opérationnelle
Dans le secteur de l’alimentaire et des boissons, la “panne” est souvent synonyme de “temps de nettoyage”. Une ligne de production qui met quatre heures à être nettoyée annule efficacement les avantages de vitesse de l’automatisation.
Le machine de remplissage à pompe à engrenages SUS316 à 4 têtes L’architecture prend en charge intrinsèquement le Rapid Changeover (SMED) et les protocoles Nettoyage en Place (CIP). Comme le mécanisme de pompe à engrenages est relativement autonome, la fonction de “nettoyage en un bouton” fait circuler la solution de nettoyage dans l’alimentateur, les engrenages de la pompe et les injecteurs.
Pour la transition vers le whisky, cela est vital. Les résidus collants de sirop doivent être complètement éradiqués avant le début de la production de vin. Le godet est équipé d'un indicateur de niveau qui communique avec une pompe de réapprovisionnement. Pendant la production, cela garantit que la pompe ne tourne jamais à sec (ce qui endommagerait les engrenages et aérerait le produit). Pendant le nettoyage, il permet le cycle automatisé de l'eau et des agents de désinfection sans supervision constante de l'opérateur.
Le capot de protection entourant la station de remplissage remplit une double fonction. Esthétiquement, il crée un environnement de type salle blanche. Fonctionnellement, il agit comme une barrière de protection contre les éternuements et les particules, essentielle pour les opérations de remplissage en contenants ouverts.
L’élément humain dans l’automatisation
Malgré le haut niveau d’automatisation — remplissage automatique, tri des bouchons, fermeture et étiquetage — la conception de la ligne conserve une étape d’entrée manuelle. Les bouteilles sont placées dans les moules à la main.
Cette décision reflète une compréhension nuancée du matériau. Les bouteilles en verre grandes, lourdes et de forme irrégulière sont coûteuses et fragiles. Des unscramblers entièrement automatisés pour de telles formes complexes sont astronomiquement coûteux et sujets à des bourrages ou à la casse du verre. En conservant le chargement manuel, l’installation assure une vérification de contrôle qualité qui se produit avant la bouteille entre dans la ligne. Un opérateur peut inspecter visuellement les éclats ou les fissures, empêchant les éclats de verre de contaminer la zone de remplissage.
Cependant, la ligne est “ protégée pour l’avenir ”. Un espace réservé existe entre les stations de remplissage et de bouchage. Si l’installation devait, finalement, passer à une forme de bouteille uniforme permettant un débouchage automatisé ou différents systèmes de fermeture, l’empreinte physique permet l’insertion de nouveaux modules sans perturber le flux existant.
Conclusion: L’Architecture de l’Adaptabilité
La production de whisky dans des bouteilles artisanales représente une intersection spécifique des tendances de l’industrie: le désir des consommateurs pour un emballage premium et unique et le besoin du fabricant d’une efficacité industrielle.
Le succès de cette ligne de production ne réside pas dans une pièce de technologie unique, mais dans l’intégration de systèmes compatibles. Le système de circulation des moules neutralise le problème de la forme de la bouteille. La pompe à engrenages SUS316 à 4 têtes neutralise les problèmes de viscosité et de température. La station de bouchage hybride neutralise le problème de la variance de fermeture.
En découplant la forme du récipient des mécanismes de la machine, et en utilisant des matériaux (SUS316) qui résistent aux rigueurs chimiques et thermiques du produit, cette installation obtient une flexibilité que les lignes standard ne peuvent égaler. C’est la preuve que, dans l’emballage moderne, la machine la plus robuste est souvent celle qui peut le plus facilement s’adapter au changement.
Appendice technique: Spécifications du système et Analyse des flux
Pour offrir une compréhension plus claire des capacités opérationnelles discutées, l’analyse qui suit décompose les attributs spécifiques et leur impact direct sur le flux de production.
1. Pertinence des matériaux & Construction
Le choix des matériaux ne se limite pas à la durabilité; il est nécessaire pour la conformité à la sécurité alimentaire dans la manipulation d’alcool et de solutions sucrées chauffées.
| Composant | Matériau | Justification |
|---|---|---|
| Pièces de contact | SUS316 acier inoxydable | Résistance supérieure à la corrosion contre le whisky acide; |
| Cadre/Corps | Acier inoxydable SUS304 | Intégrité structurelle; facile à désinfecter; norme industrielle pour les surfaces desMachine alimentaire non-contactées. |
| Pompe de remplissage | Pompe à engrenages (SUS316) | Accroît la capacité à haute viscosité sans pulsation; CIP facile (Nettoyage en place); résiste à l'expansion thermique. |
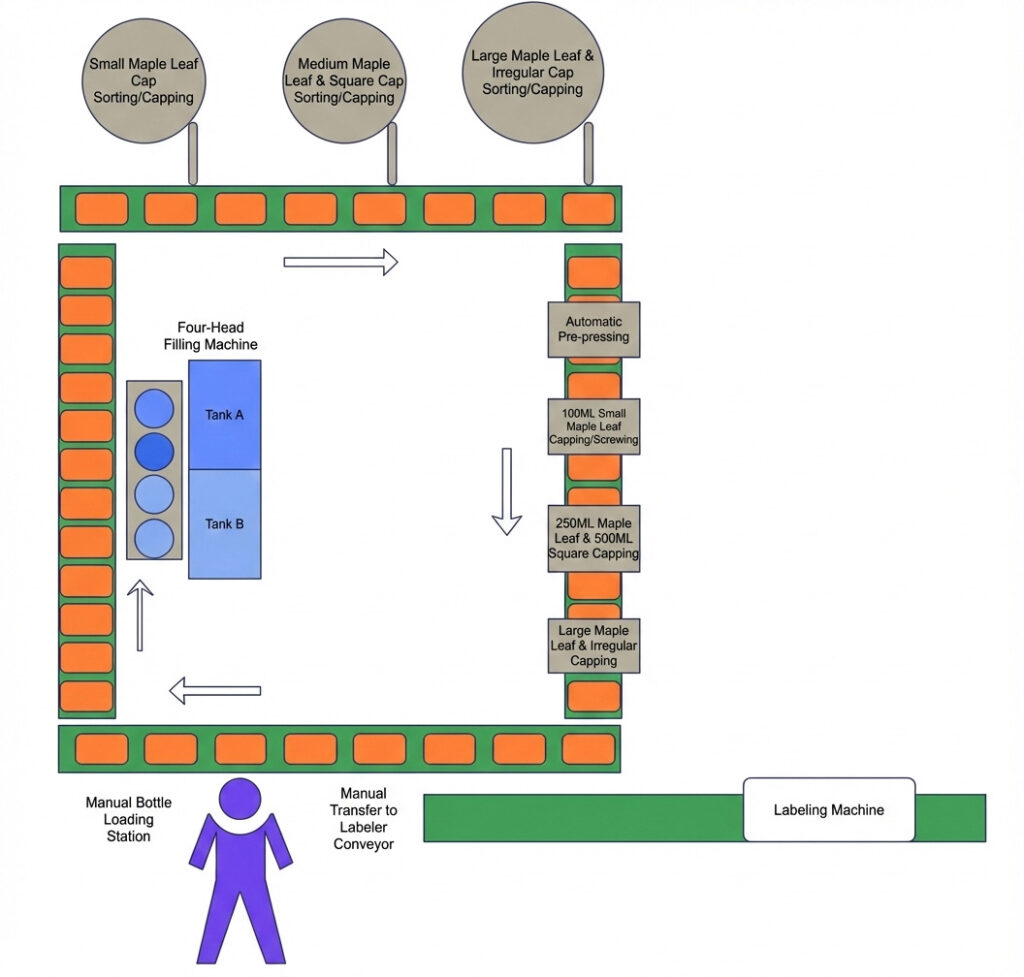
2. Le flux de production
La conception linéaire de la ligne met l'accent sur une progression logique, minimisant la distance de déplacement des bouteilles et réduisant le risque de contamination.
Étape 1 : Chargement manuel & mise en place du moule
Les opérateurs placent les bouteilles irrégulières (Feuille d'érable/ Carré) dans les moules circulants.
- Avantage : Inspection visuelle de l'intégrité du verre; stabilité 100% pour les formes instables.
Étape 2 : Remplissage automatique (le nœud critique)
Les moules transportent les bouteilles sous la station à 4 têtes.
- Mécanisme : Les buses plongeantes actionnées par servo-démarrage descendent.
- Action : Les pompes à engrenages distribuent 100-1000 ml alors que les buses se rétractent.
- Contrôle : PLC garantit qu’aucune bouteille = aucun remplissage. RÉapprovisionnement automatique du réservoir via des capteurs de niveau.
Étape 3 : Tri et placement des bouchons
Les alimentateurs vibratoires orientent les bouchons.
- Polyvalence : Différents bol/tube pour bouchons de presse volumineux vs bouchons à sertir mésuré.
- Action : Les bouchons sont placés mécaniquement ou “ prélevés ” par la bouteille lors de son passage.
Étape 4 : Bouchage hybride
La bouteille entre dans la zone de stabilisation.
- Pré-pression : Assure que le bouchon est à niveau.
- Verrouillage final : Couple commandé par servo (pour vis) ou pression (pour sertir/pression).
- Stabilité : Les moules empêchent la rotation de la bouteille lors de l’application du couple.
Étape 5 : Étiquetage et éjection
Les opérateurs retirent les bouteilles remplies et bouchées des moules et les placent
sur le convoyeur de l’étiqueteuse.
- Cycle : Les moules vides reviennent au début de la ligne via la voie de retour.
3. Manipulation des SKUs variables (Unités de gestion des stocks)
Le “ Profil d’Agilité ” du système est défini par la façon dont il gère la gamme spécifique de contenants du client.
- Grandes bouteilles d’érable :
- Type de bouchon : Bouchon à pression.
- Défi : Centre de gravité élevé.
- Solution : Le moule assure la base ; la tête de bouchage applique uniquement une force verticale.
- Petit/Moyen érable :
- Type de bouchon : Bouchon à sertir.
- Défi : La finition du petit col exige de la précision.
- Solution : Échange de tête de sertissage ; alignement servo de haute précision.
- Bouteilles carrées :
- Type de bouchon : Sertissage/Boulonnage.
- Défi : Forme standard mais hauteur différente.
- Solution : Réglage en hauteur simple de la plaque principale ; aucun réglage de largeur nécessaire dû aux moules.
4. Logique de contrôle & Gestion des erreurs
Le PLC (Contrôleur Logique Programmable) agit comme le cerveau, intégrant les mouvements des servos avec les données des capteurs.
- Pas de bouteille, pas de remplissage : Les capteurs photoélectriques détectent la présence du moule et le bouteille à l'intérieur. Si un moule est vide, la tête de pompe spécifique pour cette voie est désactivée pendant un cycle.
- Anti-goutte : La pompe à engrenages se inverse légèrement à la fin du cycle de remplissage (effet de tirage inverse) pour éviter que des gouttelettes ne gênent le goulot ou le moule de la bouteille.
- Protection contre les surcharges de couple : Les servomoteurs de bouchage surveillent la résistance. Si un bouchon est croisée ou si une bouteille est mal alignée, la machine s'arrête pour prévenir la casse du verre, plutôt que d'imposer l'action.
Cette configuration représente une transition d'une fabrication par “ force brute ” vers une fabrication “ intelligente ”, où l'équipement s'adapte au produit plutôt que d'imposer au produit de se conformer à l'équipement.