


Remplissage à chaud de précision pour les crèmes de chaussures haut de gamme : étude de cas de production

Bonjour, je suis ingénieur principal chez GDHP. Avec 23 ans d'expertise technique dans l'industrie de la remplissage et de l'emballage, nous offrons bien plus que du matériel — nous nous engageons à fournir des solutions clefs en main à haute stabilité, haute efficacité et entièrement personnalisées pour votre entreprise.
Table des matières
In applications de remplissage à chaud, de nombreux fabricants se concentrent uniquement sur la précision de remplissage tout en négligeant la fenêtre critique entre le remplissage et le refroidissement. Nous avons constaté que de nombreuses installations s'appuient encore sur la main-d'œuvre: les opérateurs transportent manuellement les produits vers la zone de refroidissement immédiatement après le remplissage à haute température. Or, le liquide fraîchement rempli est extrêmement sensible aux mouvements extérieurs. Chaque tremblement ou pas exact pendant le transport manuel fait décaler ou faire onduler la surface du liquide. Si le produit entre dans la phase de refroidissement avec une surface instable, la finition solidifiée apparaîtra inclinée, ondulée ou inégale. Ces défauts visuels font bien plus que diminuer la qualité esthétique—ils peuvent amener les consommateurs à douter du professionnalisme de votre marque. Chez GDHP, nous comprenons que la véritable perfection découle d'un contrôle total du procédé. Pour résoudre ce défi à l’échelle de l’industrie, nous avons conçu un système de production automatisé de bout en bout, atteignant zéro intervention humaine depuis l’alimentation des flacons vides jusqu’au refroidissement final du produit.
Dans cette étude de cas, je veux vous montrer comment un client a réussi la production parfaite de crème nettoyante blanche pour sneakers en utilisant notre technologie.

1. Décryptage de la vision du client : au-delà du simple respect des exigences
Lorsque le client nous a contactés, il était clair qu’il se trouvait à un tournant critique. Leur mode de production semi-automatisé existant n’était plus en mesure de suivre, créant un “ goulet d’étranglement du succès ”. Ils produisaient une crème blanche premium pour sneakers avec des caractéristiques uniques de viscosité : c’est une pâte épaisse à température ambiante, mais pour le remplissage, elle doit être chauffée jusqu’à devenir fluide comme une huile de faible viscosité. Ce processus nécessite une extrême vigilance pour éviter que les ingrédients actifs de nettoyage ne se séparent ou ne se dégradent.
L’objectif de production : 3 000 bouteilles par heure (BPH) L’objectif principal était clair : atteindre une capacité de production de 3 000 bouteilles par heure basé sur un récipient standard de 240 ml. Dans l’industrie de l’emballage, 3 000 BPH représente une étape majeure. Cela correspond à un “niveau de production ” milieu à haute vitesse » qui exige une automatisation complète ; l’intervention manuelle ne peut tout simplement pas suivre le rythme des convoyeurs à grande vitesse sans risque de déversements ou de mauvais alignements. Cet objectif n’était pas arbitraire — il a été calculé pour répondre à la demande projetée d’un déploiement national au détail. Pour atteindre ce score, chaque seconde compte. Chaque milliseconde économisée lors de l’indexation des bouteilles ou de la rétraction des gicleurs augmente directement l’efficacité finale.
Trois tailles de bouteilles, une polyvalence totale
Le client n’avait pas qu’un seul produit ; il disposait d’une gamme entière. Ils utilisaient trois tailles de bouteilles différentes, avec des volumes de remplissage allant de 100 ml à 260 ml. C’est là que de nombreuses solutions “ toutes faites ” échouent. Dans une usine moderne, le temps d’arrêt est l’ennemi du profit. Si une changement d’outil—passage d’un format voyage de 100 ml à un pack en vrac de 260 ml—prend quatre heures d’ajustement mécanique, l’usine perd des milliers d’unités potentielles. Le client avait besoin d’un système capable de changements rapides avec peu d’outils, permettant des ajustements rapides des guides de conveyor et des paramètres de remplissage. Ils exigeaient une machine “ indifférente à la bouteille” — capable de saisir, de remplir et de déplacer des bouteilles circulaires de différentes hauteurs et diamètres sans les écraser ou les secouer.
La transition du manuel à l’automatisé
Fait intéressant, le client a choisi de conserver un élément humain au tout début de la ligne. Leur exigence était que les opérateurs placent manuellement les bouteilles debout sur le alimentateur de bouteilles. C’est une stratégie courante pour les entreprises passant à l’automatisation ; elle permet une étape finale contrôle qualité visuel avant que les conteneurs vides n'entrent dans l'environnement stérile du cabinet de remplissage. Cependant, une fois les bouteilles en place, la machinerie doit prendre le contrôle total. Les bouteilles doivent être indexées—expédiées dans un ordre précis et séquentiel avec un espacement constant—pour gérer le transport à grande vitesse qui suit. Orientation des bouteilles est cruciale ici; si une seule bouteille entre sur la ligne inclinée ou à l'envers, cela pourrait provoquer une “ panne ”, mettant à l'arrêt l'ensemble système de remplissage à six têtes .
Les défis du remplissage à chaud et du durcissement
Peut-être l'exigence technique la plus exigeante était la gestion thermique. Cette crème nettoyante n'est pas un produit “ froid ”; elle nécessite un remplissage à chaud, suivi d'une phase de refroidissement et de “ durcissement ” spécialisée. Considérez la physique impliquée: le liquide entre dans la bouteille à haute température, et lorsqu'il touche les parois relativement plus froides du récipient en plastique ou en verre, la couche extérieure commence à se solidifier instantanément. Si le processus de remplissage est instable ou s'il y a turbulence pendant le versement, des bulles d'air peuvent se coincer dans les couches de cire refroidie, créant des creux ou des cratères disgracieux sur la surface de la crème finie. La réputation du client dépend du consommateur ouvrant le pot pour trouver une surface parfaitement plate et blanche immaculée. Par conséquent, la machine de remplissage ne peut pas simplement “ déverser ” le liquide; elle doit contrôler le débit et la température des gicleurs et collecteur avec une précision chirurgicale.
Durabilité et intégrité des matériaux
Étant donné la composition chimique de la crème de nettoyage — qui comprend généralement des tensioactifs, des abrasifs doux et parfois des nettoyants à base de solvants — les exigences du client en matière de qualité des matériaux étaient strictes. Ils ne voulaient pas une machine “ bon marché ” qui se corroderait en un an. C'était non négociable : le cadre devait être acier inoxydable SUS304, et toutes les pièces en contact avec le produit devaient être acier inoxydable SUS316. Il ne s'agit pas seulement de durabilité de l'équipement ; il s'agit de prévenir la contamination. Sur le marché premium des soins pour baskets, un seul grain de rouille ou un lot de crème décoloré peut ruiner la promesse d'une marque de “ chaussures impeccables ”.”
Les besoins du client exigeaient une union entre une production industrielle à grande vitesse et une manipulation délicate des produits. Ils avaient besoin d'un partenaire qui comprenne qu'ils ne faisaient pas que remplir des bouteilles — ils “ remplissaient ” une promesse de marque de propreté et de soin. Ils nécessitaient un système robuste capable de opérations quotidiennes en deux équipes tout en restant sensible à la nature critique de la température des pâtes chimiques complexes. En entrant dans la phase de planification, nous avons réalisé que le succès de ce projet dépendrait de la manière dont nous résoudrions la tension inhérente entre la vitesse et la stabilité.
2. Opportunités et Défis
Alors que nous passions de la consultation initiale à la phase d'ingénierie approfondie, les défis “cachés” du projet de crème nettoyante pour baskets ont commencé à émerger. Sur le papier, plus de 3 000 bouteilles par heure (BPH) semble être un repère industriel standard. Cependant, lorsque vous prenez en compte les propriétés physiques uniques de la crème de nettoyage hot-fill et les exigences mécaniques d'une ligne à spécifications multiples, la complexité triple. En tant que Responsable des Ventes, j'ai vu de nombreux clients sous-estimer ces points critiques, ce qui entraîne souvent des temps d'arrêt coûteux ou une qualité de produit incohérente. Pour ce projet, nous avons identifié trois défis essentiels qui nécessitaient plus que “ augmenter la vitesse ” — ils nécessitaient une ingénierie de précision.
Le paradoxe viscosité-température
Le plus grand défi résidait dans l'ADN du produit. La crème de nettoyage blanche pour baskets est une fluid non-newtonien qui doit être manipulé comme un liquide mais vendu comme un solide. Pour obtenir ce fini miroir lisse (l’effet “verre” recherché par les consommateurs), la crème doit être remplie à une température précise — typiquement entre 65 °C et 80 °C.

Si la température chute ne serait-ce que de 5 degrés pendant le transport du réservoir de maintien jusqu’aux buses, elle commence à être “peau sur.” Cela crée un scénario cauchemardesque:
Obstruction de la buse La solidification partielle à l’intérieur du remplisseur à six têtes provoque une pression inégale. Une bouteille reçoit 240 ml, la suivante reçoit un remplissage court de 220 ml, et le troisième reçoit une touffe de cire semi-solide qui ruine l’esthétique.
Défauts de surface Si la crème est trop froide lorsqu’elle touche la bouteille, elle ne “ s’auto- nivelera ” pas. Au lieu d’une surface plate, elle forme une “ pointe ” ou un “ cone ”, ce qui empêche le bouchon de se fermer correctement et donne une impression peu professionnelle.
Entraînement d'air Les pièges à froid emprisonnent des micro-bulles. À mesure que la crème refroidit et se contracte, ces bulles montent, laissant des traces peu esthétiques que ce soient des puits ou des cratères à la surface.
Notre défi consistait à concevoir un système qui maintient une constante Équilibre thermique à travers les six têtes de remplissage, en veillant à ce que la dernière goutte soit aussi fluide et claire que la première.
Synchronisation à 3 000 BPH avec chargement manuel
Le deuxième défi était “ l’interface homme-machine ” au démarrage de la ligne. Le client a insisté sur le placement manuel des bouteilles pour le contrôle qualité. Bien que ce soit une stratégie efficace pour les produits haut de gamme, cela crée un immense problème de synchronisation. Le mouvement humain est irrégulier ; un opérateur peut placer cinq bouteilles en deux secondes puis faire une pause d’une seconde pour ajuster un gant. Cependant, une ligne de remplissage à chaud automatisée exige une précision cadence.
Si les bouteilles arrivent à la station de remplissage par grappes ou avec des écarts, les capteurs peuvent avoir du mal. Dans un environnement à grande vitesse, les écarts sur la ligne peuvent entraîner :
“Erreurs ” Pas de Bouteille, Pas de Remplissage » : Bien que ce soit une grande fonction de sécurité, les démarrages et arrêts fréquents causés par un alimentation manuelle incohérente entraînent une usure mécanique sur des servo-moteurs.
La turbulence du convoyeur : À 3 000 BPH, le convoyeur se déplace rapidement. Si les guides et l’espacement pour les bouteilles circulaires ne sont pas d’une précision parfaite, les bouteilles vacilleront ou basculeront lors de l’accélération. Nous avions besoin d’un moyen de transformer l’entrée humaine “ aléatoire ” en une sortie mécanique “ numérique ”— parfaitement espacée, parfaitement synchronisée et parfaitement orientée.
"Adaptation universelle" vs. stabilité à grande vitesse
Le troisième défi était la géométrie. Le client utilise trois volumes de bouteilles différents (100 ml à 260 ml). Dans le monde des machines, la polyvalence est souvent l’ennemi de la stabilité.
Le dilemme de la rampe de sécurité : Pour empêcher les bouteilles de 240 ml de vibrer à grande vitesse, les glissières doivent être serrées. Cependant, si elles sont trop serrées, elles créent une friction qui raye le plastique ou le verre. Lors du passage à la bouteille plus petite de 100 ml, toute la géométrie de la ligne change.
Variables de hauteur : Une bouteille de 100 ml est nettement plus courte que celle de 260 ml. Cela signifie que le course de l’orifice doit différer. Sans calibrage précis pour chaque taille, vous risquez soit le “ éclaboussement ” (orifice trop haut) soit les “ collisions ” (orifice trop bas).
Le client exigeait un système de changement rapide (QCO) Ils ne pouvaient pas se permettre que des techniciens très bien payés passent trois heures avec des clés à molette à chaque changement de produit. Ils avaient besoin d’une solution donnant lieu à des réglages de rampe de sécurité et de hauteur en quelques minutes, et non en heures, sans compromettre la stabilité requise pour une course de 50 bouteilles par minute.
Risques liés à la température et à l’établissement
Enfin, nous avons dû aborder l’étape post-remplissage. Dans les lignes traditionnelles de crème de nettoyage, il existe souvent une “ lacune de processus ” entre le remplissage à chaud et l’emballage final : transfert manuel pour le refroidissement. Compter sur les opérateurs pour déplacer des produits liquides fraîchement remplis et à haute température vers une salle froide a longtemps été un goulot d’étranglement pour les taux de rendement et le prestige de la marque.
Le défi consistait à concevoir un tunnel de refroidissement où le liquide reste parfaitement stationary tout en progressant à travers le tunnel jusqu’à être entièrement solidifié. Cela nécessite un niveau de précision de convoyeur que les lignes d’emballage standard “ sèches ” ne peuvent tout simplement pas égaler. Nous ne faisions pas que déplacer des bouteilles ; nous contrôlions une transition de phase.
3. Solutions d’ingénierie : contrôle de précision à chaque mouvement
Pour surmonter les goulets d’étranglement de la production rapide de crème à baskets, nous n’avons pas simplement fourni des “ machines ” — nous avons conçu un écosystème synergique. Transformer une pile désorganisée de pots vides en produits parfaitement remplis, refroidis et prêts à être mis en rayon nécessite un niveau d’orchestration mécanique qui équilibre la puissance brute et la précision chirurgicale. Notre solution repose sur deux composants fondamentaux : le GHLP-1000 pour l’alimentation intelligente et le GHAGF-6 pour le remplissage de précision sous contrôle de la température.
Combler l’écart entre l’homme et la machine : précision GHLP-1000 pour le remplissage à chaud des crèmes premium pour chaussures
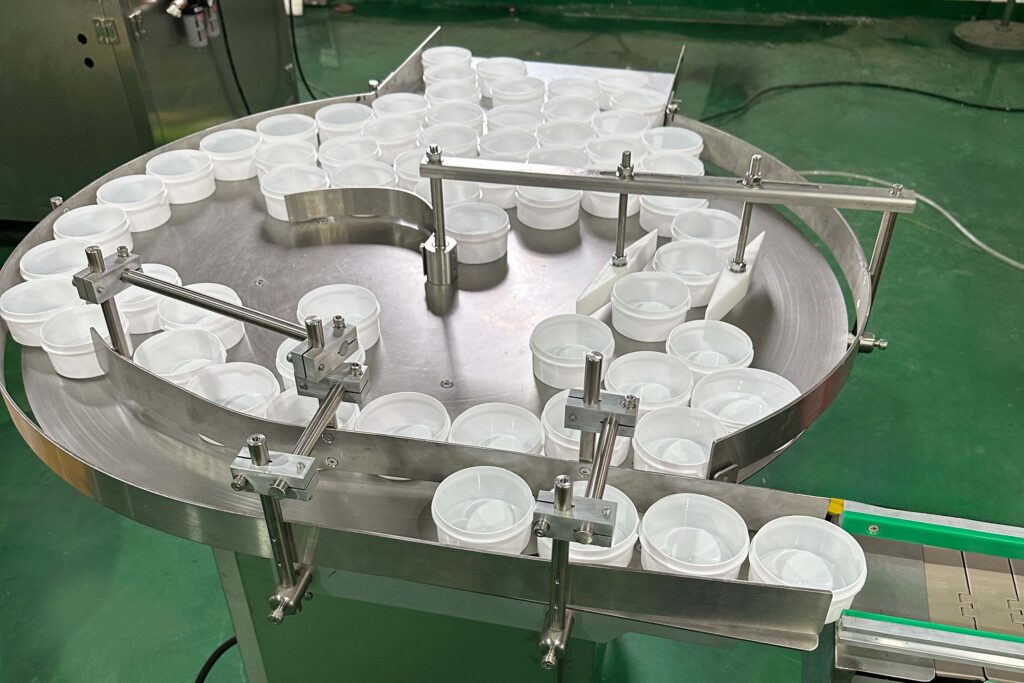
La première étape pour résoudre le dilemme de notre client consistait à gérer l’approvisionnement brut. Comme mentionné, le chargement manuel est intrinsèquement incohérent. Le GHLP-1000 Stainless Steel Rotary Unscrambler agit en tant que “ cerveau ” à l’entrée de la ligne.
D’après mon expérience, de nombreuses installations essaient de réduire les coûts en utilisant un convoyeur droit simple pour le chargement manuel. C’est une erreur. Sans un tampon, les performances de toute votre ligne de remplissage automatique à chaud dépendent de la fatigue de l’opérateur. Si un ouvrier éternue ou se détourne pendant cinq secondes, les têtes de remplissage se mettront à viser dans l’espace vide, ou la machine déclenchera une faute.
Le GHLP-1000 résout cela avec son disque rotatif à couple élevé:
Flux continu : La table tournante agit comme un accumulateur centrifuge. Alors que les opérateurs placent les bouteilles debout sur la surface en acier inoxydable, elle les stocke et les organise. Même si un opérateur fait une pause, l’inventaire stocké continue d’alimenter la ligne au rythme requis de 3 000 BPH.
Sûr et sanitaire : Conçu en acier inoxydable SUS304, il garantit que le produit reste à l’abri de la rouille ou de toute contamination métallique avant d’atteindre le remplisseur.
Facilité d’utilisation : Pour gérer trois tailles de bouteilles différentes, l’opérateur n’a qu’à ajuster la largeur de la porte de sortie. Le processus prend moins de deux minutes, parfaitement aligné avec nos système de changement rapide (QCO) objectifs.
Maîtriser le remplissage à chaud : machine à remplissage chauffée pilotée par servomoteur GHAGF-6
Le cœur de ce projet est le Machine de remplissage chauffée à actionneur servo à 6 têtes automatique GHAGF-6. Les remplisseurs de liquide standard ne sont tout simplement pas adaptés à une crème de nettoyage de baskets. Vous ne faites pas que remplir un liquide; vous remplissez une “ cire liquide ” qui veut se solidifier au moment où elle quitte le réservoir.
1. L’avantage des pistons actionnés par servo Nous avons choisi un système piloté par actionneur plutôt que les cylindres pneumatiques traditionnels pour une raison : Contrôle. Un piston pneumatique est essentiellement “ activé ” ou “ désactivé ”. Un moteur à servo permet de cartographier la vitesse exacte du déplacement du piston.
Remplissage Ascendant : Pour prévenir les poches d’air, les buses plongent au fond de la bouteille. À mesure que la crème est dosée, le moteur à servo se rétracte lentement, maintenant l’extrémité à seulement quelques millimètres au-dessus du niveau liquide qui monte. Cette “ suivi ” du mouvement.
évite les turbulences qui provoquent des piqûres de surface peu esthétiques. Précision Volumétrique : ±1%, ±1%.
, garantissant que le client ne donne jamais de produit gratuit ou ne sous-remplit une jarre. Pour un pot de 240 ml, cette précision fait la différence entre une expérience de déballage « premium » et une bouteille en désordre qui déborde. 2. Stabilité thermique via un habillage chauffant Pour résoudre le « paradoxe viscosité-température », le GHAGF-6 utilise un. système de remplissage entièrement isolé et chauffé.
. Nous ne chauffons pas seulement le réservoir ; nous chauffons tout le trajet du produit. Collecteur chauffé et buses : pompe de circulation d'eau, cela garantit que la pâte reste à la température optimale de “ flux ” (par ex., 75°C) jusqu’au millième de seconde où elle atteint la bouteille.
Technologie anti-goutte : L’un des plus gros casse-têtes dans les usines à cire est la “ queue ” ou la “ ficelle ” de résidu laissée par l’embout. Nos buses disposent de valves d’arrêt actives qui coupent le flux proprement, garantissant qu’aucune cire ne goutte sur les filetages des bouteilles ou sur le convoyeur. Pour une marque de “ baskets blanches ”, une goutte de cire jaune sur une bouteille blanche est une défaillance de qualité critique.
3. Intégrité matérielle supérieure Étant donné que les crèmes de nettoyage contiennent tensioactifs qui peuvent être légèrement corrosifs avec le temps, tous pièces en contact avec le produit sont fabriqués à partir de acier inoxydable SUS316. Il s’agit d’un grade plus élevé que l’acier alimentaire standard, offrant une résistance supérieure aux produits chimiques présents dans les détergents modernes pour baskets.

| Caractéristiques | Spécifications |
|---|---|
| Nombre de têtes de remplissage | 6 buses de haute précision |
| Domaine de remplissage | 50 ml – 500 ml (plage optimale : 100–260 ml) |
| Capacité de production | 3 000 bouteilles par heure (basé sur des bouteilles de 240 ml) |
| Précision de remplissage | ±1% |
| Matériau | SUS304 (Cadre), SUS316 (Pièces de contact) |
| Système de contrôle | PLC de marque avec HMI à écran tactile |
| Exigence de pression d'air | 0,6 – 0,8 MPa |
La finition parfaite : technologie de refroidissement automatisée
Notre ligne de production introduit une technologie avancée de refroidissement automatisé. En dirigeant le produit vers un système de refroidissement spécialisé immédiatement après le remplissage à chaud — sans aucune intervention manuelle — nous n'avons pas seulement réalisé un bond en avant en termes d'efficacité ; nous avons établi une nouvelle référence de qualité du produit.

1. Transition fluide du remplissage à chaud à la chaîne du froid
Sur une ligne de production GDHP, les bouteilles ne subissent pas un “ voyage cahoteux ” après le remplissage. Au lieu de cela, elles glissent instantanément et en douceur dans un tunnel de refroidissement continu personnalisé grâce à un système de convoyage de haute précision et sans vibration. Cette logique de “ transition stationnaire ” garantit que, pendant que le matériau subit le changement de phase du liquide au solide, il reste dans un état absolu de repos. Cela élimine complètement les imperfections de surface ou les ondulations causées par une perturbation externe.
2. Offrir une expérience produit premium
Lorsque le produit sort du tunnel de refroidissement conçu par GDHP, après s’être stabilisé dans un environnement constant et contrôlé, vous êtes présenté avec un surface lisse comme un miroir, plane et sans bulles. Cette cohérence visuelle extrême représente la norme la plus élevée de fabrication et donne au produit une sensation incontestée de “ premium ”. En supprimant la phase de manipulation manuelle, GDHP fait plus que réduire l’intensité du travail et les coûts — nous utilisons la technologie pour “ verrouiller ” votre normes esthétiques, en veillant à ce que votre produit se démarque sur les étagères et gagne la confiance des consommateurs.
Résoudre le défi " Changement rapide "
Pour répondre au besoin du client concernant trois volumes de bouteilles différents, nous avons intégré une solution sophistiquée “Système de gestion des ” recettes » dans le PLC (Contrôleur logique programmable). Lorsque le client passe d'un format voyage de 100 ml à un pack valeur de 260 ml:
Sélection HMI : L’opérateur sélectionne simplement le profil “ 260 ml ” sur le Écran tactile HMI.
Ajustement automatique du débit ? Servomoteurs réévaluer automatiquement la longueur de course du bec d’alimentation pour s’adapter à la hauteur plus élevée de la bouteille.
Réglage des garde-corps sans outils : Les garde-corps du convoyeur sont ajustés à l'aide de cordons manuels avec des balances numériques intégrées, ce qui permet des configurations répétables et précises sans outil.
Ce qui nécessitait autrefois tout un après-midi prend maintenant moins de 15 minutes. Cette hausse d’efficacité à elle seule a permis d’obtenir un augmentation mensuelle de la production de 20% pour notre client.
4. Conclusion : Élevez votre marque grâce à l’excellence mécanique
Le voyage d’automatisation de cette ligne de crème de nettoyage de baskets prouve que, dans la fabrication moderne, “ assez bien ” est souvent une recette d’obsolescence. En intégrant le Alimentation de bouteille GHLP-1000 avec Filler chauffé actionné par servomoteur GHAGF-6, notre client n’a pas simplement acheté du matériel — il a investi dans une référence définitive avantage compétitif.
Ils maîtrisent désormais les trois piliers de la production haut de gamme :
Cohérence: Chaque pot présente une surface plane et miroir qui communique “ Qualité Premium ” dès que le consommateur ouvre le couvercle.
Évolutivité: Atteindre une capacité de 3 000 BPH leur ont permis d’obtenir des contrats avec des détaillants nationaux de niveau 1 qu’ils n’avaient auparavant pas le volume nécessaire pour servir.
Polyvalence : Le Changement rapide la conception a transformé leur installation en un hub agile, capable de répondre en temps réel aux tendances du marché.
J'explique souvent à mes clients que les machines les plus coûteuses sont celles qui restent immobiles parce qu'elles sont trop difficiles à nettoyer ou trop lentes à ajuster. Cette ligne de remplissage chaude entièrement automatisée est conçue selon l'inverse: c'est un mode robuste et fiable, “bête de somme” qui traite votre produit avec le soin d'un artisan maître tout en offrant la rapidité de l'ère numérique.
Si vous rencontrez actuellement des goulots d'étranglement lors du remplissage manuel, des volumes de remplissage incohérents ou des “ retraits ” peu esthétiques dans vos pâtes à chaude, vous n'avez pas à vous contenter de ces limitations. Que vous soyez dans Soins des baskets, Cosmétiques (rouges à lèvres, baumes), Entretien ménager (savons, pâtes de nettoyage/lessive), Automobile (cires de polissage, parfums solides), Produits pharmaceutiques (baumes médicamenteux, Tiger Balm), ou Alimentation (pâtes à tartiner au chocolat, huile de coco), les principes de chauffage de précision et de commande servo sont vos clefs pour atteindre le niveau suivant.
Êtes-vous prêt à transformer vos goulots d'étranglement manuels en une histoire de réussite à grande vitesse ?
Je serais heureux de fournir un plan CAD personnalisé montrant comment ce système à 6 têtes s'intègre dans votre espace au sol existant, ou vous envoyer un Calculateur de ROI pour voir exactement à quelle vitesse cette automatisation se rentabilisera.
Sources associées
https://page.inductiveautomation.com/industry/manufacturingCette solution vous convient-elle ?
FAQ
Quelle est l'efficacité de production de cette ligne ?
Comment assurez-vous que la surface de la crème pour chaussures est plane et sans bulles ?
Nous utilisons des vérins pilotés par servo et un remplissage par le bas technologie pour cartographier la vitesse exacte du mouvement du piston.
Les buses plongent jusqu'au fond de la bouteille et suivent le niveau du liquide qui monte pour éviter les turbulences et les poches d'air.
An tunnel de refroidissement automatisé garantit que le liquide reste parfaitement immobile pendant la transition de phase de liquide à solide, éliminant les ondulations ou imperfections de surface.
Combien de temps faut-il pour passer d'une taille de bouteille à une autre ?
Le système dispose d'un “Système de gestion ” recette » dans le PLC qui permet aux opérateurs de sélectionner des profils pré-enregistrés sur un écran tactile.
Les ajustements mécaniques se font à l'aide de manivelles avec des balances numériques et ne nécessitent aucun outil.
Un changement complet entre les volumes de bouteilles (allant de 100 ml à 260 ml) prend moins de 15 minutes.
Comment l'équipement gère-t-il les fluctuations de température lors du remplissage à chaud ?
La machine utilise un Pour résoudre le « paradoxe viscosité-température », le GHAGF-6 utilise un qui maintient l'équilibre thermique entre le réservoir, le collecteur et les buses.
Une pompe de circulation d'eau assure que la pâte reste à la température d'écoulement optimale, comme 75°C, jusqu'au moment où elle est distribuée.
L'équipement est-il résistant à la corrosion ?
Oui, le cadre est construit en acier inoxydable SUS304, et toutes les pièces en contact avec le produit sont fabriquées à partir de acier inoxydable SUS316.
Cela offre une résistance supérieure face aux tensioactifs et aux produits chimiques que l'on retrouve typiquement dans les détergents modernes pour baskets.