Turnkey Solution for Maple Syrup and Maple Wine Filling Production Line in Irregularly Shaped Bottles – Four-Head SUS316 Gear Pump Filling Machine
In the niche world of artisanal food and beverage production, packaging is rarely just a vessel; it is a statement. This is nowhere more evident than in the maple syrup and maple wine industry, where the distinct geometry of the bottle—often shaped like a maple leaf—is as iconic as the flavor profile of the product itself. However, for production engineers and facility managers, these aesthetic choices present a formidable manufacturing paradox. How does one automate the filling and capping of irregularly shaped, unstable glass containers without sacrificing speed or hygiene?
We recently observed a production scenario that perfectly encapsulates this tension between marketing aesthetics and engineering pragmatism. A client required a singular production line capable of handling a spectrum of liquids—from hot, viscous maple syrup to fluid, alcohol-based maple wine—across a chaotic array of bottle shapes and cap types. The resulting solution, centered around a customized 4-Head SUS316 Gear Pump Filling machine, offers a compelling case study in modern adaptive manufacturing.
The Challenge of Geometric variance
The primary obstacle in this specific project was not merely the nature of the liquid, but the architecture of the container. Standard bottling lines rely on the principle of symmetry. Cylindrical bottles are easy to guide; they roll and slide predictably between guide rails.
However, this specific producer deals in “shelf appeal.” Their inventory includes large maple leaf bottles, small maple leaf bottles, varying medium sizes, and standard square bottles. To complicate matters further, the closure mechanisms vary just as wildly as the glass. The large maple leaf bottles and irregular shapes utilize press-caps, while the smaller formats and square bottles require crimp-caps.
In a traditional setup, switching between a 100ml crimp-capped leaf bottle and a 1000ml press-capped irregular bottle would necessitate a near-total teardown of the line. Guide rails would need widening, star wheels replaced, and capping heads swapped. This equates to hours of downtime—a luxury that a facility targeting a throughput of 800 to 1200 bottles per hour cannot afford.
Furthermore, the stability of a maple leaf-shaped bottle is notoriously poor. With a narrow base and a wide, flat body, these bottles are prone to shingling (overlapping) or tipping when subjected to the acceleration and deceleration forces of a conveyor belt. The engineering challenge, therefore, was to create a transport system that rendered the bottle shape irrelevant to the machine’s movement.

The Mold Circulation Strategy
The solution implemented to address the geometric chaos is a mold circulation system. This approach shifts the reference point of the machinery. Instead of the conveyor belt interacting directly with the glass, it interacts with a standardized “puck” or mold.
Each bottle type has a corresponding high-density mold. Whether the bottle is a flat maple leaf or a tall square, it sits securely within a mold that has a uniform exterior footprint. From the perspective of the filling and capping stations, every bottle is identical because the machine only “sees” the mold.
This design choice has profound implications for changeover efficiency. When the operator needs to switch from Maple syrup and maple wine production runs, or from one bottle size to another, they do not need to calibrate the width of the conveyor rails or the spacing of the star wheels. They simply lift the molds off the track and replace them with the set for the next SKU. The spacing and height compatibility are inherent to the mold design, maintaining the line’s kinetic flow without mechanical adjustment.
Thermal Dynamics and Viscosity: The Filling Core
While the transport system manages the solids, the heart of the operation—the filling engine—must manage the liquids. The dual requirement to fill heavy, sugary syrup and thinner, alcoholic maple wine creates a complex fluid dynamics problem.
The Problem of Heat and Foam
Maple syrup is most efficiently bottled hot, typically around 80-85 degrees Celsius. At this temperature, the viscosity drops, allowing for faster flow, and the heat serves as a pasteurization step. However, hot syrup is volatile. Turbulent filling can introduce air bubbles, creating foam that creates a “false fill” level. Once the foam settles, the bottle appears under-filled, leading to consumer rejection. Conversely, overfilling to compensate for foam results in sticky, unsanitary waste on the bottle exterior and the machine bed.
Maple wine, by contrast, behaves more like water but carries the strict sanitary requirements of alcoholic beverage production. Cross-contamination between the yeast-active environment of wine and the high-sugar environment of syrup is a recipe for spoilage.
The 4-Head Gear Pump Solution
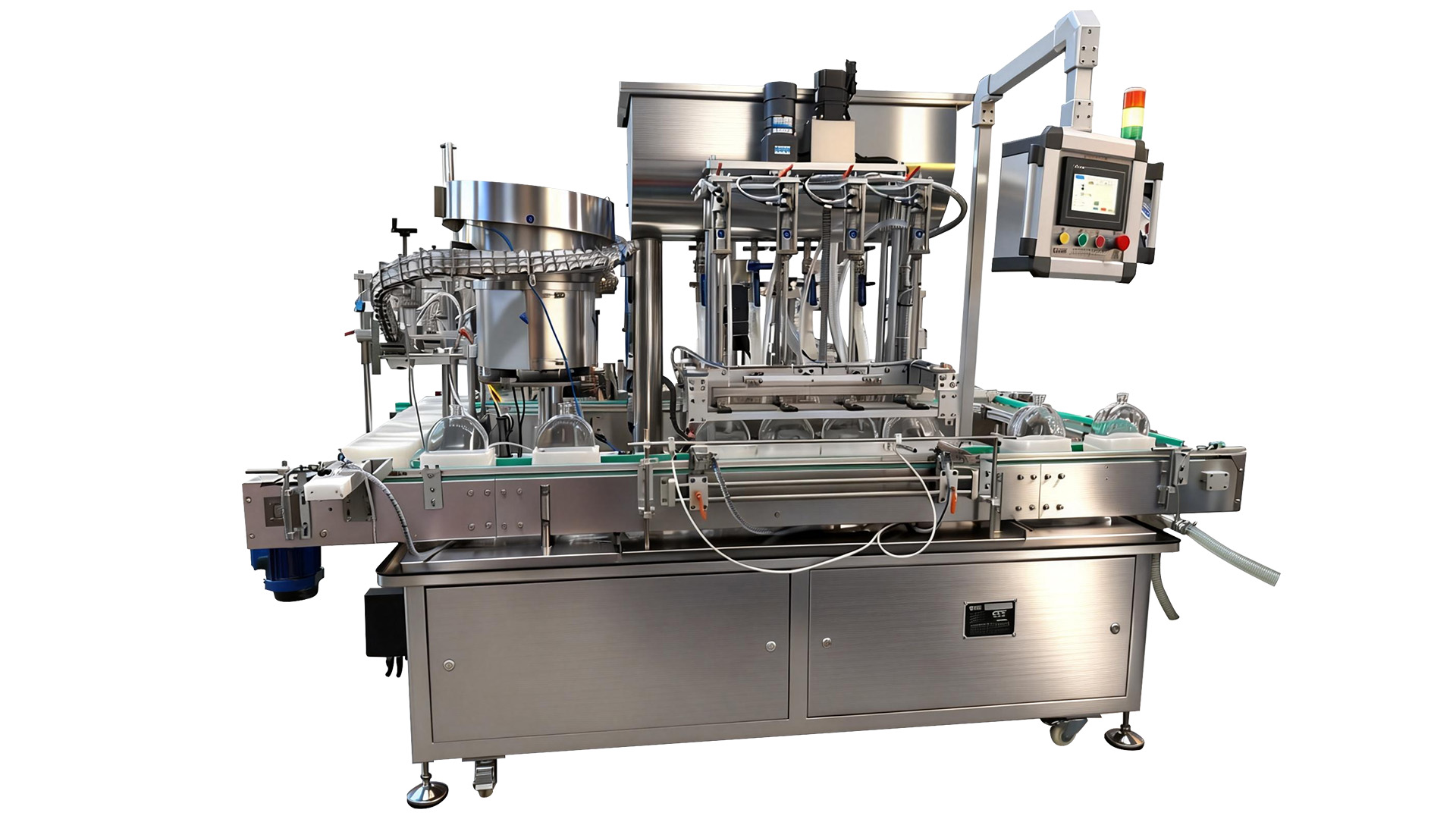
To bridge these requirements, the system utilizes a 4-Head SUS316 Gear Pump Filling machine. The choice of a gear pump over a piston or gravity filler is deliberate and technical.
Gear pumps offer a non-pulsating, continuous flow that is exceptionally accurate for viscous materials. By controlling the rotation of the gears via servo motors, the machine can dial in specific fill volumes (from 100ml to 1000ml) with an accuracy of ±1%. Unlike piston fillers, which require bulky mechanical strokes and seals that can wear out under high-temperature cycling, the gear pump is compact and robust against the 85-degree heat of the syrup.
The material specification is equally critical. Every component in contact with the liquid is fabricated from SUS316 stainless steel. While standard SUS304 is sufficient for general food use, SUS316 contains molybdenum, which drastically increases corrosion resistance. For a line handling acidic wines and hot, mineral-rich syrups, SUS316 ensures that there is no metallic leaching or degradation of the equipment over time.

The Servo-Driven “Dive”
To conquer the foaming issue inherent in hot syrup filling, the filling nozzles employ a servo-controlled lifting mechanism. This is often referred to as “bottom-up filling.”
- Entry: The nozzles descend deep into the bottle (or mold-held container).
- Initiation: Filling begins near the bottom.
- The Rise: As the liquid level rises, the servo motor retracts the nozzle upwards, keeping the tip just above or slightly submerged in the rising liquid surface.
This synchronization minimizes the distance the fluid falls, thereby reducing kinetic energy and turbulence. The result is a calm fill, even at high temperatures, effectively neutralizing the foaming risk associated with the 80-85 degree syrup.
The Capping Matrix: Hybridization of Force
Perhaps the most mechanically complex aspect of this line is the capping station. The client’s requirement to handle both crimp caps (common on small spirit bottles) and press/screw caps (common on larger syrup containers) usually dictates two separate machines. However, floor space and budget constraints often demand consolidation.
The solution involves a modular capping head system integrated with a versatile vibratory feeder.
The Feeder:
The cap sorting mechanism uses vibration to align caps. Because the caps vary in
size (four distinct sizes for different maple leaf and square bottles), the feeder bowl is designed to be
adjustable, or in some configurations, interchangeable. It orients the cap so that the open side faces the
bottle, feeding it down a chute to the pick-off station.
The Hybrid Head:
The capping column is engineered to accept different mechanical actions.
- For Screw/Press Caps: The head utilizes a four-blade clamping structure. This design grips the perimeter of the cap. Driven by servo motors, it applies torque for threaded caps or vertical pressure for press caps. The four-blade design is superior to simple friction wheels for irregular caps because it centers the force, preventing cross-threading or cocked caps.
- For Crimp Caps: The head is swapped for a crimping tool. This tool applies side pressure to mold the metal skirt of the cap under the bottle’s finish.
Crucially, the “pre-pressing” stage ensures the cap is seated correctly before the final torque or crimp is applied. This reduces the rejection rate caused by misaligned caps—a common issue when automating the closure of irregular glass bottles.
Hygiene and Operational Logic
In the food and beverage sector, “downtime” is often synonymous with “cleaning time.” A production line that takes four hours to clean effectively negates the speed advantages of automation.
The 4-Head SUS316 Gear Pump Filling machine architecture inherently supports Rapid Changeover (SMED) and Clean-In-Place (CIP) protocols. Because the gear pump mechanism is relatively self-contained, the “one-button cleaning” function circulates cleaning solution through the hopper, the pump gears, and the nozzles.
For the transition between maple syrup and maple wine, this is vital. The sticky residue of syrup must be completely eradicated before wine production begins. The hopper is equipped with a liquid level gauge that communicates with a replenishment pump. During production, this ensures the pump never runs dry (which would damage the gears and aerate the product). During cleaning, it allows for the automated cycling of water and sanitizing agents without constant operator supervision.
The protective cover surrounding the filling station serves a dual purpose. Aesthetically, it creates a cleanroom-like environment. Functionally, it acts as a sneeze guard and particulate barrier, essential for open-container filling operations.
The Human Element in Automation
Despite the high level of automation—automatic filling, cap sorting, capping, and labeling—the line design retains a manual input stage. Bottles are placed into the molds by hand.
This decision reflects a nuanced understanding of the material. Large, heavy, and irregularly shaped glass bottles are expensive and fragile. Fully automated unscramblers for such complex shapes are astronomically expensive and prone to jamming or breaking the glass. By keeping the loading manual, the facility ensures a quality control check happens before the bottle enters the line. An operator can visually inspect for chips or cracks, preventing glass shards from contaminating the filling zone.
However, the line is “future-proofed.” A reserved space exists between the filling and capping stations. Should the facility eventually move to a uniform bottle shape that allows for automated uncapping or different closure systems, the physical footprint allows for the insertion of new modules without disrupting the existing flow.
Conclusion: The Architecture of Adaptability
The production of Maple syrup and maple wine in artisanal bottles represents a specific intersection of industry trends: the consumer desire for premium, unique packaging and the manufacturer’s need for industrial efficiency.
The success of this production line does not lie in a single piece of technology, but in the integration of compatible systems. The mold circulation system neutralizes the problem of bottle shape. The 4-Head SUS316 Gear Pump neutralizes the problems of viscosity and temperature. The hybrid capping station neutralizes the problem of closure variance.
By decoupling the container’s shape from the machine’s mechanics, and by utilizing materials (SUS316) that withstand the chemical and thermal rigors of the product, this facility achieves a flexibility that standard lines cannot match. It is a testament to the fact that in modern packaging, the most robust machine is often the one that can most easily adapt to change.
Technical Appendix: System Specifications & Flow Analysis
To provide a clearer understanding of the operational capabilities discussed, the following analysis breaks down the specific attributes and their direct impact on the production workflow.
1. Material Suitability & Construction
The choice of materials is not merely about durability; it is a food safety compliance necessity for handling alcohol and heated sugar solutions.
| Component | Material | Justification |
|---|---|---|
| Contact Parts | SUS316 Stainless Steel | Superior corrosion resistance against acidic wines; prevents metal leaching at high syrup temperatures (85°C). |
| Frame/Body | SUS304 Stainless Steel | Structural integrity; easy to sanitize; industry standard for non-contact food machinery surfaces. |
| Filling Pump | Gear Pump (SUS316) | Handles high viscosity without pulsation; easy CIP (Clean In Place); withstands thermal expansion. |
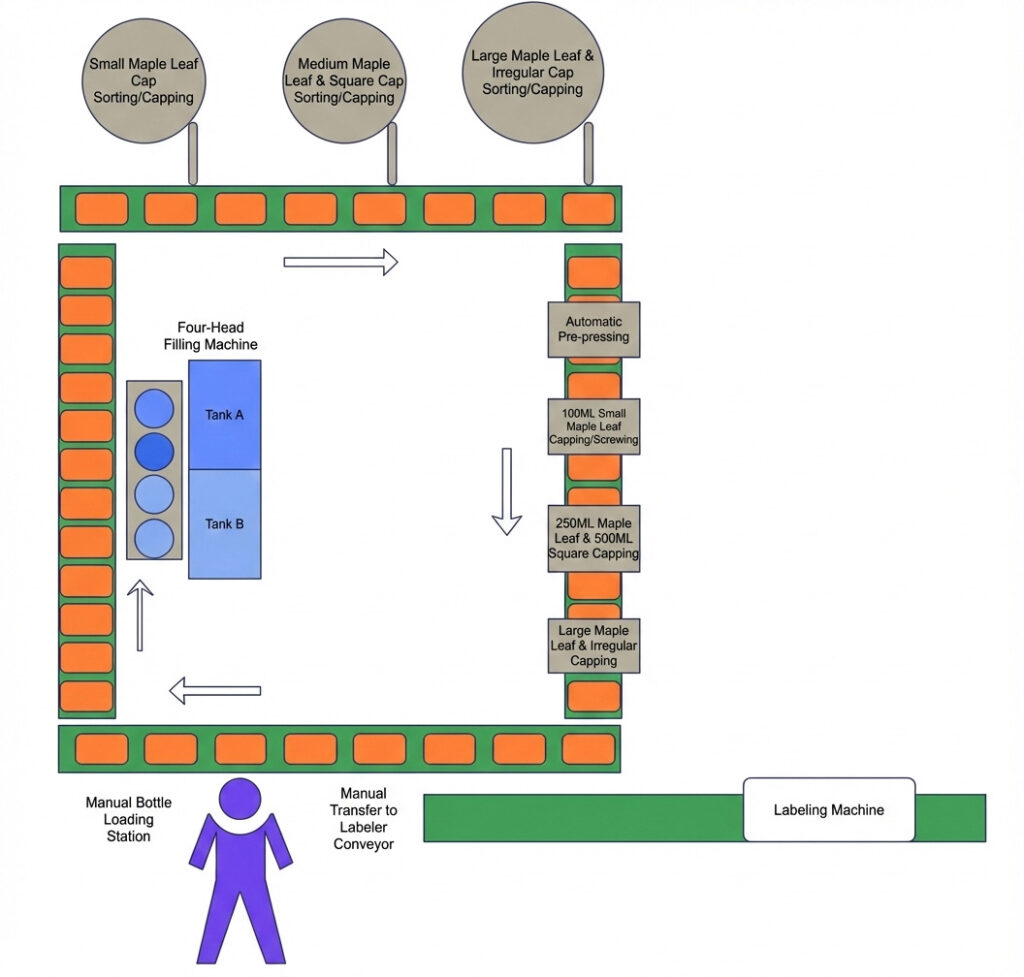
2. The Production Workflow
The linear design of the line emphasizes logical progression, minimizing bottle travel distance and reducing the risk of contamination.
Step 1: Manual Loading & Mold seating
Operators place the irregular bottles (Maple
Leaf/Square) into the circulating molds.
- Advantage: Visual inspection of glass integrity; 100% stability for unstable shapes.
Step 2: Automatic Filling (The Critical Junction)
The molds convey the bottles under the
4-head station.
- Mechanism: Servo-driven diving nozzles descend.
- Action: Gear pumps dispense 100-1000ml while the nozzles retract.
- Control: PLC ensures no bottle = no fill. Automatic tank replenishment via level sensors.
Step 3: Cap Sorting & Placement
Vibratory feeders orient the caps.
- Versatility: Different bowls/tracks for large press caps vs. small crimp caps.
- Action: Caps are mechanically placed or “picked” by the bottle as it passes.
Step 4: Hybrid Capping
The bottle enters the stabilization zone.
- Pre-press: Ensures cap is level.
- Final Lock: Servo-controlled torque (for screw) or pressure (for crimp/press).
- Stability: Molds prevent bottle rotation during torque application.
Step 5: Labeling & Ejection
Operators remove filled, capped bottles from molds and place
them on the labeler conveyor.
- Cycle: Empty molds return to the start of the line via the return track.
3. Handling Variable SKUs (Stock Keeping Units)
The system’s “Agility Profile” is defined by how it handles the customer’s specific range of containers.
- Large Maple Leaf Bottles:
- Cap Type: Press-cap.
- Challenge: High center of gravity.
- Solution: Mold secures base; capping head applies vertical force only.
- Small/Medium Maple Leaf:
- Cap Type: Crimp-cap.
- Challenge: Small neck finish requires precision.
- Solution: Crimping head swap; high-precision servo alignment.
- Square Bottles:
- Cap Type: Crimp/Screw.
- Challenge: Standard shape but different height.
- Solution: Simple height adjustment of the main beam; no width adjustment needed due to molds.
4. Control Logic & Error Management
The PLC (Programmable Logic Controller) acts as the brain, integrating the servo movements with sensor data.
- No Bottle, No Fill: Photoelectric sensors detect the presence of the mold and the bottle inside it. If a mold is empty, the specific pump head for that lane is disabled for one cycle.
- Anti-Drip: The gear pump reverses slightly at the end of the fill cycle (suck-back effect) to prevent droplets from fouling the bottle neck or the mold.
- Torque Protection: The capping servos monitor resistance. If a cap is cross-threaded or a bottle is misaligned, the machine stops to prevent glass breakage, rather than forcing the action.
This configuration represents a shift from “brute force” manufacturing to “smart” manufacturing, where the equipment adapts to the product rather than forcing the product to conform to the equipment.