L'industria dell'imballaggio sta evolvendo rapidamente. Non costruiamo più solo macchine; costruiamo asset “intelligenti” che forniscono dati al vostro business.
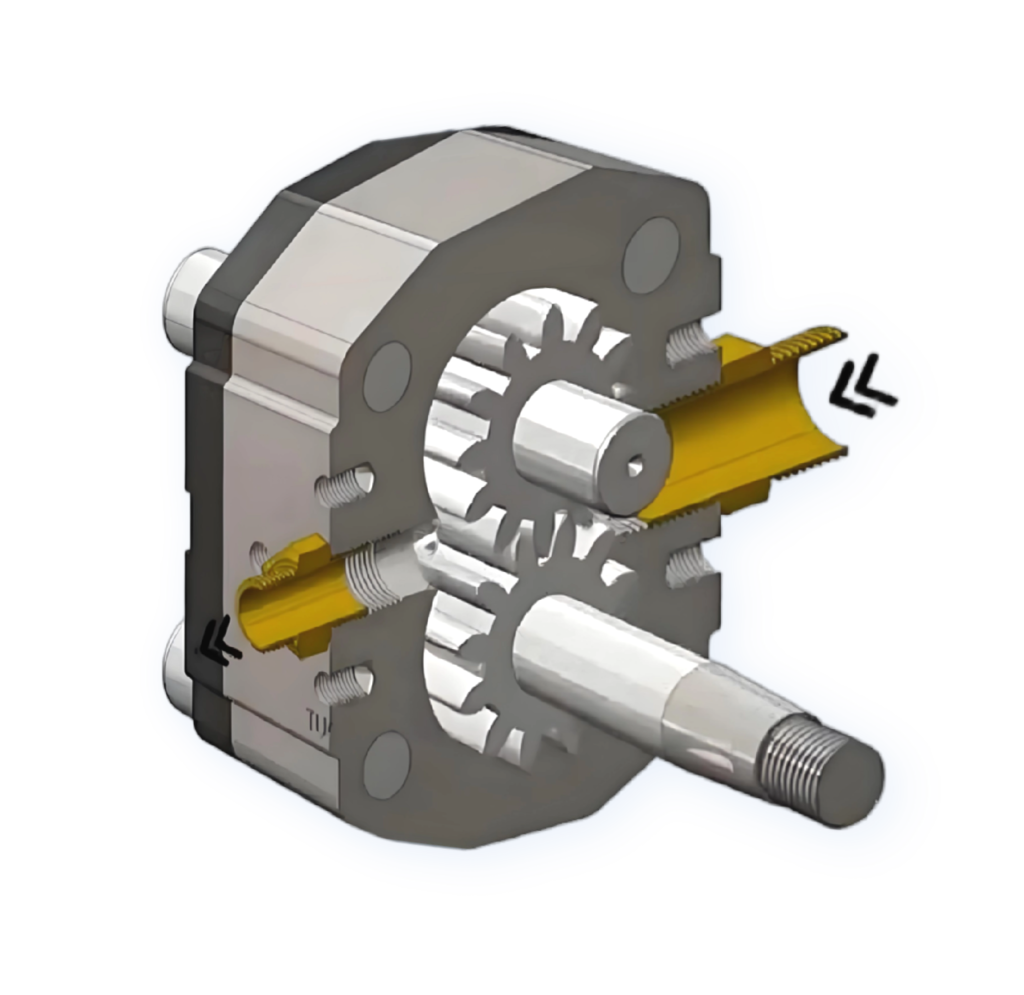
All'interno della macchina, la PLC è responsabile del controllo preciso dell'espansione/estrazione del cilindro e della rotazione del servomotore. I dati operativi vengono trasmessi in tempo reale tramite Ethernet ad alta velocità al SCADA system.
Questi dati sono ulteriormente integrati nel MES, permettendo piena tracciabilità lungo l'intero ciclo di vita del prodotto. Il MES registra automaticamente parametri di produzione dettagliati, come la coppia di serraggio esatta applicata al 5.000ª bottiglia reagente prodotta alle 10:00, nonché l'intervallo di deviazione preciso nel suo volume di riempimento.
Il sistema si interfaccia anche in modo impeccabile con piattaforme a livello aziendale SAP/ERP , eliminando registrazioni manuali basate su carta soggette a errori. Questa catena di dati digitalizzata è essenziale per i produttori farmaceutici per soddisfare requisiti normativi e di conformità stringenti.
Nel 2026, sullo sfondo globale di richieste per pratiche a basse emissioni e rispettose dell'ambiente, la sostenibilità ambientale sta guidando profondamente un cambiamento trasformativo nel design dei sistemi di ingegneria per il controllo dei fluidi. Le ultime unità servo-azionate integrate—eliminando un numero significativo di componenti pneumatici tradizionali ed inefficienti—hanno portato a un crollo drammatico e precipitato del consumo energetico complessivo (in particolare l'uso di energia elettrica) della macchina. Ancora più criticamente, questo progresso contribuisce in modo significativo alla conservazione di risorse materiali e idriche. Progettiamo i nostri sistemi monoblocco per essere “verdi” in due modi:
- Riduzione dei rifiuti: Sensori ad alta precisione e logica “senza bottiglia, senza riempimento” assicurano che non cada nemmeno una goccia di prodotto.
- Efficienza energetica: Utilizziamo motori ad alta efficienza e azionamenti a velocità variabile che consumano meno energia durante l'avviamento e l'operazione rispetto a progetti tradizionali meno efficienti.
Un cliente del settore chimico quotidiano aveva bisogno di una soluzione ad alta velocità per un prodotto di olio essenziale medicato da 8 ml.
- La Sfida: Il cliente richiedeva una velocità di produzione superiore a 3000 bottiglie all'ora per una bottiglia molto piccola da 8 ml, con una tolleranza di precisione stretta di ±0,5 ml.
- La nostra soluzione: Abbiamo progettato un monoblocco di riempimento a doppia stazione, quattro teste con sovrapposizione. Per raggiungere la precisione, abbiamo dotato la macchina di quattro pompe ceramiche.
- L'Esecuzione: La tramoggia della macchina è realizzata in acciaio inossidabile 316L e dispone di un sistema di rilevamento automatico del livello che preleva il liquido direttamente dal tamburo di fornitura all'ingrosso del cliente. Il cappatore a doppia testina servo funge da coppia esatta applicata a ogni tappo minuscolo, raggiungendo un tasso di passaggio di tappatura superiore a 99%.
Un produttore di diagnostica in vitro (IVD) ci ha chiesto di automatizzare il riempimento e la sigillatura con film di tubi di estrazione antigeni a una sola o a doppia orecchia.
- La Sfida: Il volume di riempimento era incredibilmente piccolo, compreso tra 0,3 ml e 0,5 ml, richiedendo pompe di precisione. Invece di un tappo rigido in plastica, i tubi richiedevano una sigillatura con film di alluminio ritagliato precisamente su misura.
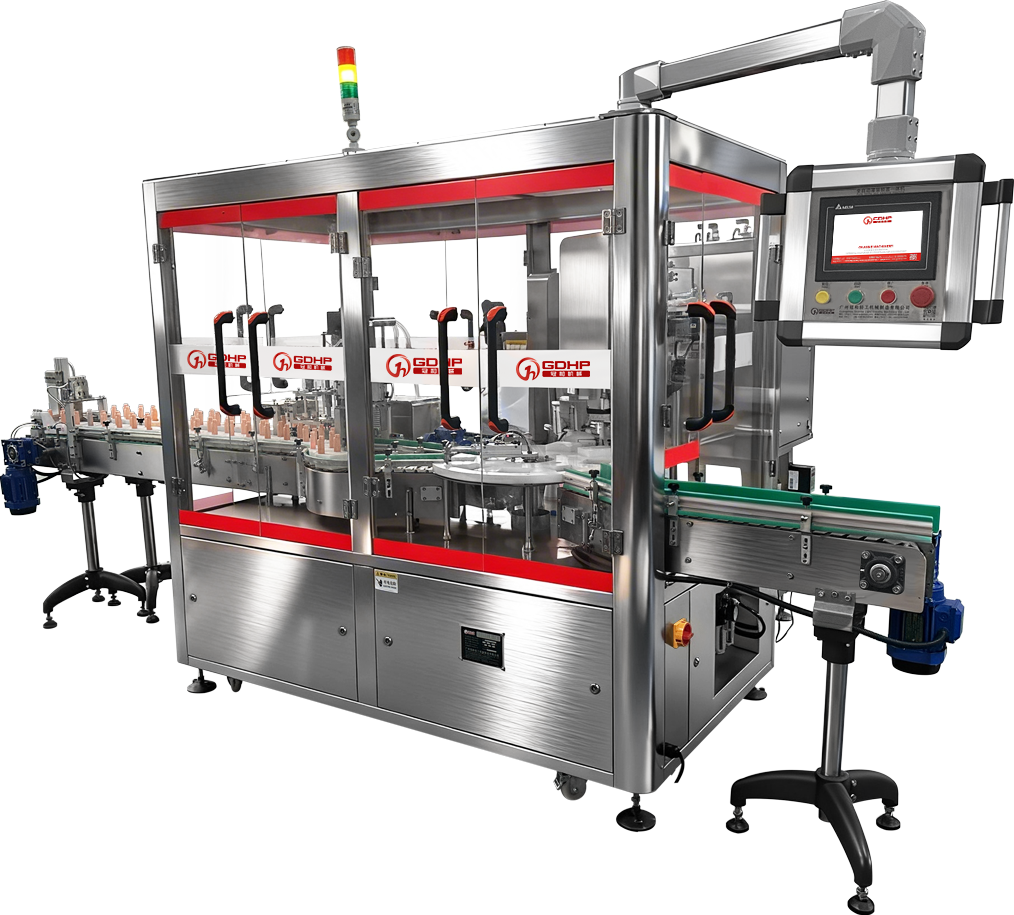
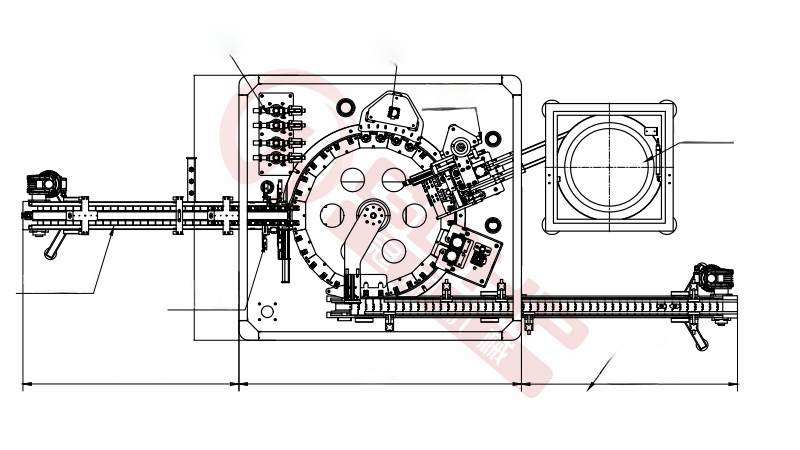
- La nostra soluzione: Abbiamo progettato un sistema monoblocco rotativo di riempimento e sigillatura a 12 stazioni.
- L'Esecuzione: L'operatore versa i tubi vuoti in una ciotola vibrante, che li seleziona e li carica automaticamente nello stampo a 12 cavità. Abbiamo utilizzato pompe a pistone ad alta precisione per distribuire il reagente da 0,3-0,5 ml. La macchina alimenta automaticamente la bobina del film, taglia il film alla lunghezza e lo sigilla termicamente sul tubetto a temperature fino a 250°C. Questo intero processo sincronizzato ha raggiunto una produzione di 7000 tubi all'ora.