





Riempimento a caldo di precisione per creme per scarpe premium: un caso di studio di produzione

Ciao, sono un Ingegnere Senior presso GDHP. Con 23 anni di esperienza tecnica nel settore riempimento e confezionamento, forniamo più di semplici apparecchiature: siamo dedicati a offrire soluzioni chiavi in mano ad alta stabilità, alta efficienza e completamente personalizzate per la tua attività.
IndiceContenutoIndice dei contenuti
In applicazioni di riempimento a caldo, molti produttori si concentrano esclusivamente su accuratezza del riempimento mentre si trascura la finestra critica tra riempimento e raffreddamento. Abbiamo osservato che molte strutture lavorano ancora con lavoro manuale: gli operatori trasportano manualmente i prodotti verso l’area di raffreddamento subito dopo il riempimento ad alta temperatura. Tuttavia, il liquido appena riempito è molto sensibile agli movimenti esterni. Ogni lieve tremolio o passo irregolare durante il trasporto manuale provoca lo spostamento o la creazione di onde sulla superficie del liquido. Se il prodotto entra nella fase di raffreddamento mentre la superficie è instabile, la finitura solidificata apparirà inclinata, ondulata o irregolare. Questi difetti visivi fanno più che semplicemente abbassare il prodotto’s qualità estetica—possono indurre i consumatori a dubitare della professionalità del tuo marchio. A GDHP, comprendiamo che la vera perfezione nasce dal controllo totale del processo. Per affrontare questa sfida che riguarda l’intera industria, abbiamo progettato un sistema di produzione automatizzato end-to-end, raggiungendo zero intervento umano dall'alimentazione della bottiglia vuota al raffreddamento del prodotto finale.
In questo caso di studio, voglio mostrarti come un cliente ha raggiunto la perfezione della produzione di crema per pulire le sneaker bianche utilizzando la nostra tecnologia.

Decodificare la Visione del Cliente: Oltre il semplice soddisfare i requisiti
Quando il cliente ci contattò per la prima volta, era chiaro che si trovava a un momento di svolta cruciale. Il loro attuale modo di produzione semi-manuale non riusciva più a tenere il passo, creando un “collo di bottiglia del successo”. Stavano producendo una crema detergente bianca premium per sneaker con caratteristiche uniche viscosità caratteristiche: è una pasta densa a temperatura ambiente, ma per il riempimento deve essere riscaldata finché scorre come una olio a bassa viscosità. Questo processo richiede estrema attenzione per evitare che gli ingredienti detergenti attivi si separino o si degradino.
Lo Scopo di Produzione: 3.000 Bottiglie all'Ora (BPH) L'obiettivo principale era chiaro: raggiungere una capacità di produzione di 3.000 bottiglie all'ora basata su un contenitore standard da 240 ml. Nell'industria dell'imballaggio, 3.000 BPH rappresenta una tappa importante. Rappresenta un “livello di produzione di velocità medio-alta” che richiede piena automazione; l'intervento manuale semplicemente non può tenere il passo con i nastri trasportatori ad alta velocità senza rischiare fuoriuscite o disallineamenti. Questo obiettivo non era arbitrario—era calcolato per soddisfare la domanda prevista per una rollout al dettaglio a livello nazionale. Per raggiungere questa meta, ogni secondo conta. Ogni millisecondo risparmiata durante l'indicizzazione delle bottiglie o la retrazione degli ugelli aumenta direttamente l'efficienza finale.
Tre Dimensioni di Bottiglia, Versatilità Totale
Il cliente non aveva solo un prodotto; aveva un'intera gamma. Utilizzavano tre diverse dimensioni di bottiglia, con volumi di riempimento che andavano da 100 ml a 260 ml. È qui che molte soluzioni “pronte all'uso” falliscono. In una fabbrica moderna, il tempo di fermo è nemico del profitto. Se un cambio di linea—passando da una confezione da viaggio da 100 ml a una confezione bulk da 260 ml—richiede quattro ore di aggiustamenti meccanici, la fabbrica perde migliaia di unità potenziali. Il cliente aveva bisogno di un sistema capace di cambiare rapidamente con strumenti minimi, permettendo rapide regolazioni delle guide del trasporto e dei parametri di riempimento. Richiedevano una macchina “agnostica rispetto alle bottiglie”—una che pudesse afferrare, riempire e muovere bottiglie circolari di diverse altezze e diametri senza schiacciarle o scuoterle.
La Transizione da Manuale ad Automatizzato
Interessantemente, il cliente scelse di mantenere un elemento umano all'inizio della linea. La loro esigenza era che gli operatori posassero manualmente le bottiglie in piedi sulla bevitore di bottiglie. Questa è una strategia comune per le aziende che stanno passando all'automazione; permette una finale controllo visivo della qualità prima che i contenitori vuoti entrino nell'ambiente sterile dell'armadio di riempimento. Tuttavia, una volta posionate le bottiglie, la macchina deve prendere il controllo completo. Le bottiglie devono essere indicizzate—spedite in un ordine preciso e sequenziale con una distanza costante—per gestire il trasporto ad alta velocità che segue. Orientamento della bottiglia è cruciale qui; se una singola bottiglia entra in linea inclinata o capovolta, potrebbe causare un “inceppamento”, portando il sistema di riempimento a sei teste in blank a una sospensione.
Le sfide dell'alta temperatura e della impostazione
Forse la richiesta tecnica più esigente era gestione termica. Questa crema detergente non è un prodotto a riempimento freddo; richiede riempimento caldo, seguito da una fase di raffreddamento e di “settaggio” specializzata. Considera la fisica coinvolta: il liquido entra nella bottiglia a temperature elevate e, quando colpisce le pareti relativamente più fredde del contenitore in plastica o vetro, lo strato esterno inizia a solidificarsi immediatamente. Se il processo di riempimento è instabile o se vi è turbolenza during the pour, le bolle d'aria possono rimanere intrappolate all'interno degli strati di cera raffreddata, creando crateri o avvallamenti antiestetici sulla superficie della crema finita. La reputazione del cliente dipende dal fatto che il consumatore apra il barattolo e trovi una superficie perfettamente livellata, bianca e impeccabile. Pertanto, la macchina di riempimento non può semplicemente “svuotare” il liquido; deve controllare la velocità di flusso e la temperatura delle ugelli e la tramoggia con precisione chirurgica.
Durabilità e integrità del materiale
Data la composizione chimica della crema detergente—che tipicamente comprende tensioattivi, abrasivi moderati e talvolta detergenti a base di solventi—the requisiti del cliente per la qualità del materiale erano stringenti. Non volevano una macchina “budget” che si corrodesse entro un anno. Non era negoziabile: il telaio doveva essere acciaio inossidabile SUS304, e tutte parti a contatto con il prodotto dovevano essere acciaio inossidabile SUS316. Questo non riguarda solo la longevità dell’attrezzatura; riguarda la prevenzione della contaminazione. Nel mercato premium della cura delle sneakers, una singola particella di ruggine o un lotto scolorito di crema può compromettere la promessa di “calzature impeccabili.”
le esigenze del cliente richiedevano un matrimonio tra output industriale ad alta velocità e manipolazione delicata del prodotto. Avevano bisogno di un partner che capisse che non stavano solo riempiendo bottiglie—stavano “riempiendo” una promessa di marca di pulizia e cura. Richiedevano un sistema robusto in grado di operazioni giornaliere su due turni rimanendo al contempo sensibile alla natura termicamente critica delle paste chimiche complesse. Man mano che entravamo nella fase di pianificazione, ci siamo resi conto che il successo di questo progetto avrebbe dipeso da come avremmo risolto la tensione intrinseca tra velocità e stabilità.
2. Opportunità e Sfide
Mentre siamo passati dalla consultazione iniziale alla fase di ingegneria più profonda, le sfide “nascoste” del progetto crema detergente per sneaker hanno cominciato a emergere. A livello di carta, 3.000 bottiglie all’ora (BPH) sembra una standard di riferimento industriale. Tuttavia, quando si tengono in conto le proprietà fisiche peculiari della crema detergente ad alta temperatura e i requisiti meccanici di una linea multi-specifica, la complessità raddoppia o triplica. In qualità di Manager delle Vendite, ho visto molti clienti sottovalutare questi punti critici, il che spesso porta a tempi di inattività costosi o a una qualità del prodotto non costante. Per questo progetto, abbiamo identificato tre sfide fondamentali che richiedevano più di un semplice “aumentare la velocità”—richiedevano ingegneria di precisione.
La Paradosso Viscosità-Temperatura
La sfida più grande risiedeva nel DNA del prodotto. La crema detergente per sneakers bianche è una fluido non-newtoniano che deve essere gestita come un liquido ma venduta come solido. Per ottenere quella finitura liscia come uno specchio (l’effetto “vetro” che i consumatori desiderano), la crema deve essere riempita a una temperatura rigorosa — tipicamente tra 65°C e 80°C.

Se la temperatura scende di anche 5 gradi durante il trasporto dal serbatoio di stoccaggio agli ugelli, inizia a “sigillarsi.” Questo crea uno scenario da incubo:
Intasamento degli ugelli: La solidificazione parziale all’interno del riempitore a sei teste provoca una pressione non uniforme. Una bottiglia ottiene 240 ml, la successiva un riempimento corto di 220 ml, e la terza ottiene una palla di cera semi-solida che rovina l’estetica.
Defetti superficiali: Se la crema è troppo fredda quando raggiunge la bottiglia, non si livella da sola. Invece di una superficie piana, si forma una “punta” o una “coniatura”, che impedisce alla chiusura di chiudersi correttamente e sembra poco professionale.
Incoronamento d’aria: La riempitura a freddo intrappola microbolle. Man mano che la crema si raffredda e si contrae, queste bolle risalgono, lasciando strani crateri o avvallamenti sulla superficie.
La nostra sfida era progettare un sistema che mantenga una costante equilibrio termico su tutte e sei le teste di riempimento, assicurando che l’ultima goccia sia fluida e limpida come la prima.
Sincronizzare 3.000 BPH con carico manuale
La seconda sfida è stata l“”interfaccia uomo-macchina all'inizio della linea. Il cliente ha insistito sulla sistemazione manuale delle bottiglie per il controllo qualità. Sebbene questa sia una strategia efficace per i prodotti premium, crea un enorme problema di sincronizzazione. Il movimento umano è incoerente; un operatore potrebbe posizionare cinque bottiglie in due secondi e poi fermarsi per un secondo per regolare una guantiera. Tuttavia, una linea di riempimento a caldo automatizzata richiede una precisione cadenza.
Se le bottiglie arrivano alla stazione di riempimento in gruppi o con spazi vuoti, i sensori possono avere difficoltà. In un ambiente ad alta velocità, gli spazi vuoti sulla linea possono portare a:
“Errori ”Nessuna Bottiglia, Nessun Riempimento”: Sebbene sia una grande funzione di sicurezza, frequenti avvii e arresti causati da alimentazione manuale incoerente portano a usura meccanica su servomotori.
Turbulenza del nastro trasportatore: A 3.000 BPH, il nastro si muove velocemente. Se le guide e la distanza per le bottiglie circolari non sono estremamente precise, le bottiglie saranno instabili o si inclineranno durante l'accelerazione. Avevamo bisogno di un modo per trasformare l“”input umano “casuale” in un output meccanico “digitale”—perfettamente spaziato, perfettamente sincronizzato e perfettamente orientato.
"Apertura Universale" vs. Stabilità ad Alta Velocità
La terza sfida era la geometria. Il cliente utilizza tre volumi di bottiglia differenti (da 100 ml a 260 ml). Nel mondo delle macchine, la versatilità è spesso nemica della stabilità.
Il Dilemma della Barriera: Per impedire che le bottiglie da 240 ml vibrino ad alte velocità, guide rails devono essere strette. Tuttavia, se sono troppo strette, creano attrito che graffia la plastica o il vetro. Quando si passa alla bottiglia da 100 ml più piccola, toda la geometria della linea cambia.
Variabili di altezza: Una bottiglia da 100 ml è significativamente più corta di una da 260 ml. Questo significa che lo stroke dell''ugello deve differire. Senza una calibrazione precisa per ogni dimensione, si rischia o di “schizzo” (ugello troppo alto) o di “collisions” (ugello troppo basso).
Il cliente richiedeva un Sistema Quick Changeover (QCO) Non potevano permettersi tecnici altamente retribuiti che spendessero tre ore con chiavi inglesi ogni volta che cambiavano prodotto. Avevano bisogno di una soluzione che permettesse regolazioni di guida e altezza in minuti, non ore, senza sacrificare la stabilità necessaria per una velocità di produzione di 50 bottiglie al minuto.
Rischi in temperatura e impostazione
Inoltre, dovevamo affrontare la fase post-filling. Nei tradizionali linee di lavaggio crema, spesso esiste una “distanza di processo” tra riempimento caldo e confezionamento finale: trasferimento manuale per il raffreddamento. Affidarsi ai lavoratori per spostare prodotti liquidi appena riempiti ad alta temperatura in una camera fredda è stato a lungo un collo di bottiglia per tassi di resa e la pregio del marchio.
La sfida era progettare un tunnel di raffreddamento dove il liquido rimane perfettamente fermo mentre si muove attraverso il tunnel fino a solidificarsi completamente. Questo richiede un livello di precisione del trasportatore che le normali linee di confezionamento “asciutte” semplicemente non possono eguagliare. Non stavamo solo muovendo bottiglie; stavamo controllando una trasizione di fase.
3. Soluzioni ingegneristiche: Controllo di precisione in ogni movimento
Per superare i colli di bottiglia della produzione ad alta velocità di crema per sneaker, non abbiamo fornito solo “macchine” — abbiamo progettato un ecosistema sinergico. Trasformare una pila disorganizzata di barattoli vuoti in prodotti perfettamente riempiti, raffreddati e pronti per lo scaffale richiede un livello di orchestrazione meccanica che equilibra potenza grezza con precisione chirurgica. La nostra soluzione si concentra su due componenti chiave: il GHLP-1000 per l’ingresso intelligente e il GHAGF-6 per la riempitura di precisione controllata in temperatura.
Colmare il divario tra uomo e macchina: GHLP-1000 Precision Hot Filling per creme per calzature premium
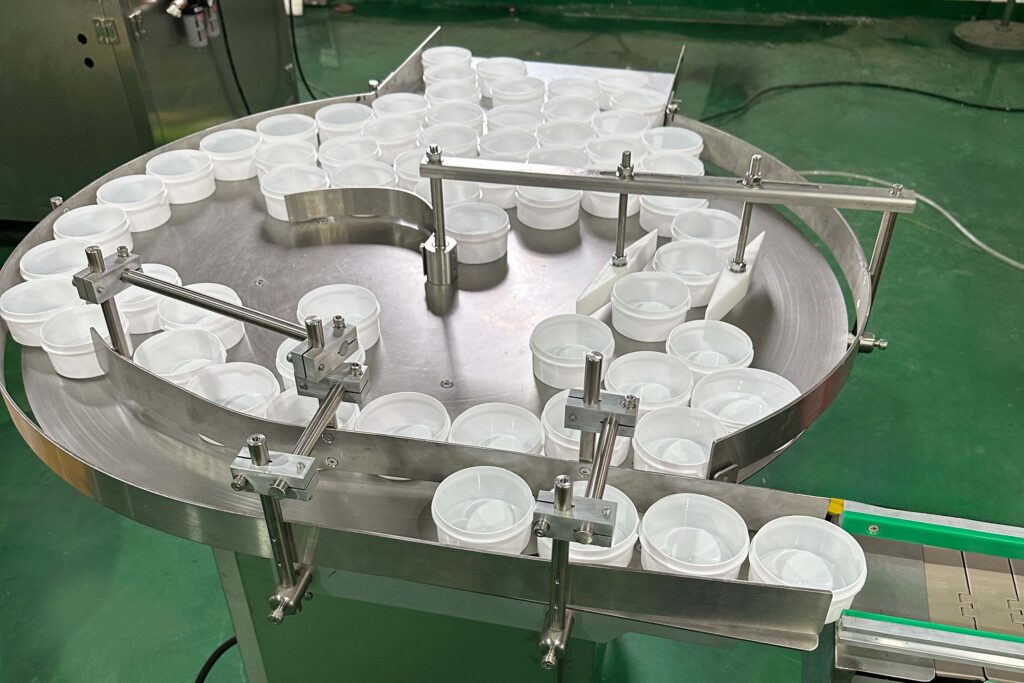
Il primo passo per risolvere il problema del nostro cliente è stato gestire l'approvvigionamento delle materie prime. Come detto, il carico manuale è intrinsecamente incoerente. Il GHLP-1000 Rotary Stainless Steel Unscrambler funziona come il “cervello” all'ingresso della linea.
Secondo la mia esperienza, molte strutture cercano di tagliare i costi utilizzando un semplice nastratore a linea retta per il carico manuale. Questo è un errore. Senza un buffer, le prestazioni dell'intera linea di riempimento automatico a caldo sono soggette all'affaticamento dell'operatore. Se un operatore starnutisce o si allontana per cinque secondi, le teste di riempimento si attivano in uno spazio vuoto o la macchina rileva un guasto.
Il GHLP-1000 risolve questo con il suo disco rotante ad alto torque:
Flusso Continuo: Il giradischi agisce come un accumulatore centrifugo. Man mano che gli operatori posizionano le bottiglie in piedi sulla superficie in acciaio inossidabile, le conserva e le organizza. Anche se un operatore si ferma, l'inventario memorizzato mantiene la linea alimentata al ritmo richiesto 3.000 BPH.
Sicuro e Sanitario: Realizzato in acciaio inossidabile SUS304, garantisce che il prodotto rimanga libero da ruggine o contaminazione metallica prima di raggiungere il riempitore.
Facilità d'uso: Per gestire tre diverse dimensioni di bottiglia, l'operatore deve semplicemente regolare la larghezza del cancello di uscita. Il processo richiede meno di due minuti, allineandosi perfettamente al nostro Sistema Quick Changeover (QCO) obiettivi.
Dominare la riempitrice termica: GHAGF-6 riempitrice riscaldata servo-azionata
Il cuore di questo progetto è GHAGF-6 Automatica a 6 teste Servo-Driven Riempitrice riscaldata. Le riempitrici liquide standard semplicemente non sono attrezzate per una crema detersa per sneaker. Non stai riempiendo solo un liquido; stai riempiendo una “cera liquida” che vuole solidificarsi nel momento in cui lascia il serbatoio.
1. Il Vantaggio delle Stirnature Azionate da Servo Abbiamo scelto un sistema azionato da servo rispetto ai tradizionali cilindri pneumatci per una sola ragione: Controllo. Un pistone pneumatico è essenzialmente “acceso” o “spento.” Un motore servo ci permette di mappare la velocità esatta dell’azione del pistone.
Riempimento dal Basso verso l’Alto: Per prevenire sacche d’aria, gli ugelli scendono sul fondo della bottiglia. Mentre la crema viene dispensata, il motore servo ritrae lentamente l’ugello, mantenendo la punta a pochi millimetri sopra il livello di liquido in aumento. Questa “mossa di ”tracciamento” previene la turbolenza che provoca incavi superficiali antiestetici.
Precisione Volumerica: Abbiamo raggiunto una precisione di riempimento di ±1%, assicurando che il cliente non perda prodotto gratuito né riempia troppo poco un barattolo. Per un barattolo da 240 ml, questa precisione è la differenza tra un’esperienza di unboxing “premium” e una bottiglia disordinata e traboccante.
2. Stabilità Termica tramite Rivestimento Riscaldato Per risolvere il “paradosso viscosità-temperatura,” la GHAGF-6 utilizza un sistema di riempimento completamente isolato e riscaldato. Non riscaldiamo solo il serbatoio; riscaldiamo l'intero percorso del prodotto.
Collettore riscaldato e ugelli: dotato di un impianto di circolazione dell'acqua, questo garantisce che la pasta rimanga alla temperatura ottimale di “flusso” (ad es. 75°C) fino al millisecondo in cui raggiunge la bottiglia.
Tecnologia anti-gocciolamento: Uno dei maggiori problemi nelle fabbriche a base di cera è la “coda” o la “stringa” di residuo lasciata dall'ugello. I nostri ugelli presentano valvole di chiusura attive che interrompono il flusso in modo netto, evitando che la cera coli sui filetti della bottiglia o sul nastro trasportatore. Per un marchio di “bianchi sneakers”, una goccia di cera gialla su una bottiglia bianca è un fallimento di qualità critico.
3. Integrità del materiale superiore Poiché le creme detergenti contengono tensioattivi che possono essere leggermente corrosivi nel tempo, tutto parti a contatto con il prodotto è realizzato in acciaio inossidabile SUS316. Questo è di grado superiore all'acciaio standard alimentare, offrendo resistenza superiore alle sostanze chimiche presenti nei detergenti moderni per sneaker.

| Caratteristiche | Specifiche |
|---|---|
| Numero di teste di riempimento | 6 ugelli ad alta precisione |
| Intervallo di riempimento | 50 ml – 500 ml (Intervallo ottimale: 100–260 ml) |
| Capacità di produzione | 3.000 bottiglie all'ora (basato su bottiglie da 240 ml) |
| Precisione di riempimento | ±1% |
| Materiale | SUS304 (Telaio), SUS316 (Componenti a contatto) |
| Sistema di controllo | PLC con Touchscreen HMI marchiato |
| Requisiti di pressione dell'aria | 0,6 – 0,8 MPa |
La finitura perfetta: tecnologia di raffreddamento automatizzata
La nostra linea di produzione introduce avanzate tecnologie di tunnel di raffreddamento automatizzato. Guidando il prodotto in un sistema di raffreddamento specializzato subito dopo l'imbottigliamento caldo—senza alcun intervento manuale—non abbiamo solo ottenuto un salto di efficienza; abbiamo fissato un nuovo standard di qualità del prodotto.

1. Transizione senza solution di riempimento caldo al freddo
In una linea di produzione GDHP, le bottiglie non subiscono un “viaggio accidentato” dopo l’imbottigliamento. Al contrario, scivolano immediatamente e agevolmente in un tunnel di raffreddamento continuo personalizzato tramite un sistema di trasporto ad alta precisione, privo di vibrazioni. Questa logica di “transizione stazionaria” garantisce che mentre il materiale subisce la cambiamento di fase da liquido a solido, rimanga in uno stato assoluto di riposo. Ciò elimina completamente imperfezioni superficiali o increspature causate da disturbi fisici esterni.
2. Offrire un’Esperienza di Prodotto Premium
Quando il prodotto emerge dal tunnel di raffreddamento progettato da GDHP, avendo impostato in un ambiente costante e controllato, ti viene presentata una superficie liscia a specchio, uniforme e priva di bolle. Questa estrema coerenza visiva rappresenta lo standard più alto di produzione e conferisce al prodotto una sensazione di “premium” innegabile. Eliminando la fase di gestione manuale, GDHP fa più che ridurre l’intensità e i costi del lavoro: utilizziamo la tecnologia per “bloccare” i tuoi standard estetici, assicurando che il tuo prodotto si distingua sugli scaffali e guadagni la fiducia dei consumatori.
Risolvere la sfida del "Quick Changeover"
Per soddisfare la necessità del cliente di tre diverse dimensioni di bottiglia, abbiamo integrato un sofisticato “sistema di gestione ”Ricetta” nel PLC (Programmable Logic Controller). Quando il cliente passa dall’estra di 100 ml a un pacco da 260 ml:
Selezione HMI: L’operatore seleziona semplicemente il profilo “260ml” su Schermo tattile HMI.
Regolazione automatica della corsa: servomotori ricalibrare automaticamente la lunghezza della corsa dell'ugello per adattarsi all'altezza della bottiglia più alta.
Tuning delle guardrail senza attrezzi: Le guardrail del transportatore sono regolate usando manopole con scale digitali integrate, consentendo configurazioni ripetibili e precise senza necessità di strumenti.
Ciò che un tempo richiedeva un intero pomeriggio ora richiede meno di 15 minuti. Questo incremento di efficienza da solo ha determinato un aumento di 20% nell’output mensile per il nostro cliente.
4. Conclusione: Elevare il vostro marchio attraverso l’eccellenza meccanica
Il percorso di automazione di questa linea di crema per la pulizia delle sneaker dimostra che nella produzione moderna, “abbastanza buono” è spesso una ricetta per l’obsolescenza. Integrando GHLP-1000 Alimentatore di bottiglie con il GHAGF-6 riempitore riscaldato azionato dal servomotore, il nostro cliente non ha acquistato semplicemente attrezzature—ha investito in un chiaro vantaggio competitivo.
Ora hanno padroneggiato i tre pilastri della produzione di alto livello:
Coerenza: Ogni barattolo presenta una superficie livellata, specchiata che comunica “Qualità Premium” nel momento in cui un consumatore solleva il coperchio.
Scalabilità: Raggiungere una capacità di 3.000 BPH hanno loro permesso di assicurarsi contratti con rivenditori nazionali di primo livello di cui in precedenza non avevano il volume per servire.
Duttabilità: Il Cambio rapido la progettazione ha trasformato la loro struttura in un hub agile, capace di rispondere alle tendenze di mercato in tempo reale.
Spesso dico ai miei clienti che le macchine più costose sono quelle che restano inutilizzate perché troppo difficili da pulire o troppo lente da regolare. Questa linea di riempimento completamente automatizzata a caldo è progettata con la filosofia opposta: è un “cavallo da lavoro” che tratta il tuo prodotto con la cura di un maestro artigiano fornendo al contempo la velocità dell'era digitale.
Se attualmente stai lottando con colli di bottiglia nel riempimento manuale, volumi di riempimento incoerenti o un inestetico “rungine” nei tuoi pasticchi a caldo, non è necessario accontentarsi di tali limiti. Che tu sia in Cura delle Sneaker, Cosmetici (rossetti, balsami), Cura della casa (saponi, paste detergenti/pasticche per lavastoviglie), Automotive ( cere polivalenti, profumi solidi), Farmaceutici (balm medicati, Tiger Balm), oppure Cibo (spalmati al cioccolato, olio di cocco), i principi di riscaldamento di precisione e controllo servo sono le chiavi per il livello successivo.
Sei pronto a trasformare i tuoi colli di bottiglia manuali in una storia di successo ad alta velocità?
Sarei felice di fornire una disposizione CAD personalizzata che mostra come questo sistema a 6 teste si adatti al tuo spazio a terra esistente, oppure inviarti uno Calcolatore ROI per vedere esattamente quanto rapidamente questa automazione si ripagherà.
Fonti correlate
https://page.inductiveautomation.com/industry/manufacturingQuesta soluzione è giusta per te?
FAQ
Qual è l'efficienza di produzione di questa linea?
Come si garantisce che la superficie della crema per scarpe sia livellata e priva di bolle?
Utilizziamo pistoni guidati da servo e riempimento dal basso verso l'alto tecnologia per mappare la velocità esatta della corsa del pistone.
Gli ugelli sprofondano sul fondo della bottiglia e seguono il livello del liquido in aumento per prevenire turbolenze e sacche d'aria.
An tunnel di raffreddamento automatizzato assicura che il liquido rimanga perfettamente fermo durante la fase di transizione da liquido a solido, eliminando increspature o imperfezioni superficiali.
Quanto tempo serve per cambiare tra diverse dimensioni di bottiglia?
Il sistema presenta una “Sistema di gestione della ”Ricetta” nel PLC che permette agli operatori di selezionare profili pre-salvati su un touchscreen.
Le regolazioni meccaniche si effettuano tramite volani con scale digitali e non richiedono strumenti.
Un cambio completo tra volumi di bottiglia (da 100 ml a 260 ml) richiede meno di 15 minuti.
Come gestisce l'apparecchiatura le fluttuazioni di temperatura durante l'imbottigliamento caldo?
La macchina utilizza un sistema di riempimento completamente isolato e riscaldato che mantiene l'equilibrio termico tra serbatoio, manifolds e ugelli.
Una pompa di circolazione dell'acqua garantisce che la pasta rimanga alla temperatura di flusso ottimale, come 75°C, fino al momento della dosatura.
L'apparecchiatura è resistente alla corrosione dei materiali?
Sì, la struttura è realizzata in acciaio inossidabile SUS304, e tutte le parti a contatto con il prodotto sono fabbricate in acciaio inossidabile SUS316.
Questo offre una maggiore resistenza agli tensioattivi e alle sostanze chimiche tipicamente presenti nei detergenti moderni per sneaker.