



تعبئة حرارية دقيقة لكريمات الأحذية الفاخرة: دراسة حالة إنتاجية

مرحبًا، أنا مهندس أول في GDHP. مع 23 عامًا من الخبرة التقنية في صناعة التعبئة والتغليف، نحن نقدم أكثر من مجرد معدات—نلتزم بتقديم حلول تسليم مفتاح كاملة عالية الاستقرار وعالية الكفاءة ومصممة خصيصًا لأعمالك.
جدول المحتويات
In تطبيقات التعبئة الساخنة, يركز العديد من المصنعين فقط على دقة التعبئة بينما يغفلون النافذة الحرجة بين التعبئة والتبريد. لقد لاحظنا أن العديد من المنشآت لا تزال تعتمد على العمل اليدوي: يقوم العمال بنقل المنتجات يدويًا إلى منطقة التبريد فورًا بعد التعبئة بدرجة حرارة عالية. ومع ذلك، فإن السائل المملوء حديثًا حساس بشدة للحركة الخارجية. كل اهتزاز طفيف أو خطوة غير متساوية أثناء النقل اليدوي يتسبب في تحريك سطح السائل أو تموجه. إذا دخل المنتج مرحلة التبريد بينما كان السطح غير مستقر، فسيظهر التشطيب المتصلب مائلًا أو متموجًا أو غير متساوٍ. هذه العيوب المرئية تفعل أكثر من مجرد خفض الجودة الجمالية—فيمكن أن تتسبب في شك المستهلكين في احترافية علامتك التجارية. في GDHP, نحن نفهم أن الكمال الحقيقي ينبع من التحكم الكامل في العملية. لحل هذا التحدي على مستوى الصناعة، قمنا بتصميم نظام إنتاج آلي متكامل من البداية إلى النهاية, ، محققين عدم تدخل بشري من تغذية الزجاجات الفارغة حتى تبريد المنتج النهائي.
في هذه الدراسة الحالة، أريد أن أريكم كيف حقق أحد العملاء الإنتاج المثالي لـ كريم تنظيف السبيدرز الأبيض باستخدام تقنيتنا.

1. فك شفرة رؤية العميل: ما وراء مجرد تلبية المتطلبات
عندما تواصل العميل معنا لأول مرة، كان واضحًا أنهم في نقطة تحول حاسمة. لم يعد وضع الإنتاج شبه اليدوي القائم لديهم قادرًا على المواكبة، مما خلق “عنق زجاجة في النجاح”. كانوا ينتجون كريم تنظيف سبيدرز أبيض فاخر يتميز بخصائص اللزوجة الفريدة: فهو معجون كثيف في درجة حرارة الغرفة، ولكن للتعبئة يجب تسخينه حتى يتدفق مثل زيت منخفض اللزوجة. تتطلب هذه العملية عناية فائقة لمنع انفصال أو تدهور المكوّنات النشطة الخاصة بالتنظيف.
هدف الإنتاج: 3,000 زجاجة في الساعة (BPH) كان الهدف الأساسي واضحًا: تحقيق قدرة إنتاجية تبلغ 3,000 زجاجة في الساعة استنادًا إلى عبوة قياسية سعتها 240 مل. في صناعة التعبئة والتغليف، يُعدّ 3,000 BPH علامة فارقة كبيرة. فهو يمثل مستوى إنتاج “متوسط إلى عالي السرعة” يستدعي الأتمتة الكاملة؛ إذ لا يمكن للتدخّل اليدوي مواكبة السيور الناقلة عالية السرعة دون التعرض لخطر الانسكابات أو سوء المحاذاة. لم يكن هذا الهدف عشوائيًا—بل حُسب لتلبية الطلب المتوقع لطرح تجاري على مستوى مصر. وللوصول إلى هذا المستوى، كل ثانية لها أهميتها. فكل ملّي ثانية يتم توفيرها أثناء فهرسة الزجاجات أو سحب الفوّهات تعزز الكفاءة النهائية مباشرة.
ثلاثة أحجام للزجاجات، شمولية كاملة
لم يكن لدى العميل منتج واحد فحسب؛ بل مجموعة كاملة. استخدموا ثلاثة أحجام مختلفة من الزجاجات، بأحجام تعبئة تتراوح من 100 مل إلى 260 مل. هنا تفشل العديد من الحلول “الجاهزة”. في المصنع الحديث،, التوقف هو عدو الربح. إذا استغرقت تبديلات الخط—التحول من حجم سفر 100 مل إلى عبوة كبيرة 260 مل—أربع ساعات من الضبط الميكانيكي، يفقد المصنع آلاف الوحدات المحتملة. احتاج العميل إلى نظام قادر على تبديلات سريعة مع الحد الأدنى من الأدوات، بما يسمح بإجراء تعديلات سريعة لأدلة السيور ومعايير التعبئة. كانوا بحاجة إلى آلة “لا تعتمد على نوع زجاجة محدد”—آلة يمكنها الإمساك بالزجاجات الدائرية وملؤها وتحريكها بمختلف الارتفاعات والأقطار دون سحقها أو اهتزازها.
الانتقال من العمل اليدوي إلى الأتمتة
ومن المثير للاهتمام أن العميل اختار الإبقاء على عنصر بشري في بداية الخط تمامًا. كان مطلبهم أن يقوم المشغّلون بوضع الزجاجات يدويًا في وضع قائم على مغذّي الزجاجات. وهذه استراتيجية شائعة للشركات التي تنتقل إلى الأتمتة؛ إذ تتيح إجراء تقييم نهائي فحص الجودة البصرية قبل دخول الحاويات الفارغة إلى البيئة العقيمة لخزانة التعبئة. ومع ذلك، بمجرد وضع الزجاجات، يجب أن تتولى الآلات السيطرة الكاملة. تحتاج الزجاجات إلى أن تكون مفهرسة—مرسلة بترتيب دقيق ومتسلسل مع تباعد ثابت—للتعامل مع النقل عالي السرعة الذي يلي ذلك. توجيه الزجاجة أمر حاسم هنا؛ إذا دخلت زجاجة واحدة إلى الخط مائلة أو مقلوبة، فقد تتسبب في “انسداد” يوقف نظام التعبئة ذو الست رؤوس بأكمله. نظام التعبئة ذو الست رؤوس إلى حالة توقف تام.
تحديات التعبئة الساخنة والتثبيت
ربما كان المتطلب التقني الأكثر إلحاحًا هو إدارة الحرارة. هذه الكريم المنظف ليست منتجًا يُملأ على البارد؛ بل يتطلب التعبئة الساخنة, ، تليها مرحلة تبريد وتثبيت متخصصة. فكر في الفيزياء المشاركة: يدخل السائل إلى الزجاجة بدرجات حرارة عالية، وعندما يصطدم بجدران الحاوية البلاستيكية أو الزجاجية الأبرد نسبيًا، يبدأ الطبق الخارجي في التصلب على الفور. إذا كانت عملية التعبئة غير مستقرة أو إذا كان هناك اضطراب أثناء السكب، يمكن أن تحبس فقاعات الهواء داخل طبقات الشمع الباردة، مكونة حفرًا أو تجاويف قبيحة على سطح الكريم النهائي. تعتمد سمعة العميل على أن يفتح المستهلك الجرة ليجد سطحًا أبيضًا ناصعًا ومستوياً تمامًا. لذلك، لا يمكن لآلة التعبئة ببساطة “تفريغ” السائل؛ بل يجب أن تتحكم بمعدل التدفق ودرجة حرارة الفوهات والمُجَمِّع بدقة جراحية.
المتانة وسلامة المادة
نظرًا للتكوين الكيميائي لكريم التنظيف — الذي يتضمن عادةً العوامل الخافضة للتوتر السطحي, ، وكاشطات لطيفة، وأحيانًا منظفات قائمة على المذيبات — كانت متطلبات العميل لجودة المواد صارمة. لم يرغبوا في آلة “اقتصادية” تتعرض للتآكل خلال عام. كان ذلك غير قابل للتفاوض: الإطار يجب أن يكون فولاذ مقاوم للصدأ SUS304, ، ويجب أن تكون جميع أجزاء ملامسة المنتج من فولاذ مقاوم للصدأ SUS316. ، وهذا ليس مجرد مسألة طول عمر المعدات؛ بل يتعلق بمنع التلوث. في سوق العناية بالأحذية الرياضية المتميزة، قد يدمر ذرة صدأ واحدة أو دفعة من الكريم متغيرة اللون وعدة العلامة التجارية في “حذاء بلا شوائب”.”
احتاجت متطلبات العميل إلى مزيج من الإنتاج الصناعي عالي السرعة والمناولة الحساسة للمنتج. كانوا بحاجة إلى شريك يفهم أنهم لا يملأون زجاجات فحسب — بل “يملأون” وعد العلامة التجارية بالنظافة والعناية. كانوا يتطلبون نظامًا قويًا قادرًا على العمل بنظام مناوبتين يوميًا مع البقاء حساسًا للطبيعة الحرارية الحرجة لمعاجين كيميائية معقدة. عندما دخلنا مرحلة التخطيط، أدركنا أن نجاح هذا المشروع سيتوقف على كيفية حلنا للتوتر الجوهرية بين السرعة والاستقرار.
2. الفرص والتحديات
عند انتقالنا من الاستشارة الأولية إلى مرحلة الهندسة المتعمقة، بدأت التحديات “الخفية” لمشروع كريم تنظيف الأحذية الرياضية بالظهور. على الورق،, 3000 زجاجة في الساعة (BPH) يبدو كمؤشر صناعي قياسي. ومع ذلك، عندما تأخذ بعين الاعتبار الخصائص الفيزيائية الفريدة لكريم التنظيف القابل للملء الساخن والمتطلبات الميكانيكية لخط متعدد المواصفات، تتضاعف التعقيدات ثلاث مرات. بصفتي مدير مبيعات، رأيت العديد من العملاء يقللون من أهمية هذه النقاط الحرجة، مما يؤدي غالبًا إلى توقف مكلف أو جودة منتج غير متسقة. لهذا المشروع، حددنا ثلاثة تحديات جوهرية تطلبت أكثر من مجرد “زيادة السرعة” — بل تطلبت هندسة دقيقة.
مفارقة اللزوجة والحرارة
أكبر تحدٍ كان يكمن في الحمض النووي للمنتج. كريم تنظيف الأحذية الرياضية الأبيض هو سائل غير نيوتني يجب التعامل معه كسائل لكن يُباع كصلب. لتحقيق ذلك الملمس الأملس كالمرآة (تأثير “الزجاج” الذي يتوق إليه المستهلكون)، يجب تعبئة الكريم عند درجة حرارة دقيقة—عادةً بين 65°م و80°م.

إذا انخفضت درجة الحرارة حتى بمقدار 5 درجات أثناء النقل من خزان الحفظ إلى الفوهات، فإنها تبدأ في“تكوّن طبقة سطحية.، مما يخلق سيناريو كارثيًا:
-
انسداد الفوهة: يؤدي التصلب الجزئي داخل المعبئ ذي الرؤوس الستة إلى ضغط غير متساوٍ. تحصل زجاجة على 240 مل، وتحصل التالية على ملء ناقص بمقدار 220 مل، والثالثة تحصل على كتلة شمع شبه صلبة تفسد الشكل الجمالي.
-
عيوب سطحية: إذا كانت الكريم باردًا جدًا عند دخوله الزجاجة، فلن يقوم بـ“التسوية الذاتية”. بدلًا من سطح مستوٍ، يتكون “قمة” أو “تكوّن مخروطي” يمنع إغلاق الغطاء بشكل صحيح ويبدو غير احترافي.
-
احتباس الهواء: التعبئة الباردة تحبس فقاعات دقيقة. ومع برودة الكريم وانكماشه، ترتفع هذه الفقاعات، تاركة حفرًا أو فوهات على السطح.
كان تحدينا هو تصميم نظام يحافظ على اتزان حراري ثابت عبر جميع رؤوس التعبئة الستة، لضمان أن تكون آخر قطرة سائلة وواضحة مثل الأولى.
مزامنة 3,000 زجاجة في الساعة مع التحميل اليدوي
كان التحدي الثاني هو “واجهة الإنسان والآلة” في بداية الخط. أصر العميل على وضع الزجاجات يدويًا لأغراض مراقبة الجودة. وعلى الرغم من أن هذه استراتيجية فعّالة للمنتجات الفاخرة، إلا أنها تخلق مشكلة مزامنة كبيرة. حركة الإنسان غير ثابتة؛ قد يضع المشغّل خمس زجاجات في ثانيتين ثم يتوقف لثانية لضبط القفاز. ومع ذلك، يتطلب خط التعبئة الساخنة الآلي إيقاعًا دقيقًا إيقاعًا منتظمًا.
إذا وصلت الزجاجات إلى محطة التعبئة على شكل تجمعات أو بفجوات، فقد تواجه الحساسات صعوبة. في بيئة عالية السرعة، يمكن أن تؤدي الفجوات على الخط إلى:
-
“أخطاء ”لا زجاجة، لا تعبئة": على الرغم من أنها ميزة أمان رائعة، فإن البدء والتوقف المتكرر الناجم عن التغذية اليدوية غير المتسقة يؤدي إلى تآكل ميكانيكي على محركات سيرفو.
-
اضطراب الناقل: عند 3000 زجاجة في الساعة، يتحرك الناقل بسرعة. إذا لم تكن الأدلة وتباعد الزجاجات الدائرية دقيقة للغاية، فإن الزجاجات سترتج أو تميل أثناء التسارع. كنا بحاجة إلى طريقة لتحويل المدخلات البشرية “العشوائية” إلى مخرجات ميكانيكية “رقمية”—مباعدة مثالية، توقيت مثالي، وتوجيه مثالي.
"تناسب عالمي" مقابل الاستقرار في السرعات العالية
التحدي الثالث كان الهندسة. يستخدم العميل ثلاث سعات مختلفة للزجاجات (من 100 مل إلى 260 مل). في عالم الآلات،, التعددية غالبًا ما تكون عدو الاستقرار.
-
معضلة السكة الواقية: لمنع اهتزاز زجاجات 240 مل عند السرعات العالية،, أعمدة الإرشاد يجب أن تكون ضيقة. ومع ذلك، إذا كانت ضيقة جدًا، فإنها تخلق احتكاكًا يخدش البلاستيك أو الزجاج. عند التحول إلى الزجاجة الأصغر سعة 100 مل، تتغير الهندسة الكلية للخط.
-
متغيرات الارتفاع: زجاجة 100 مل أقصر بشكل ملحوظ من زجاجة 260 مل. هذا يعني أن مسافة شوط الفوهة يجب أن تختلف. بدون معايرة دقيقة لكل حجم، تخاطر إما بـ“تناثر” السائل (الفوهة مرتفعة جدًا) أو بـ“اصطدامات” (الفوهة منخفضة جدًا).
طلب العميل نظام تغيير سريع (QCO) لم يكن بمقدورهم السماح لفنيين مرتفعي الأجر بقضاء ثلاث ساعات بمفك البراغي في كل مرة يتم فيها تبديل المنتجات. كانوا بحاجة إلى حل يسمح بتعديل أدلة السكة والارتفاع في دقائق، لا ساعات، دون التضحية بالاستقرار المطلوب لتشغيل 50 زجاجة في الدقيقة.
المخاطر في درجة الحرارة والإعداد
أخيرًا، اضطررنا لمعالجة مرحلة ما بعد التعبئة. في خطوط كريم التنظيف التقليدية، غالبًا ما يكون هناك “فجوة عملية” بين التعبئة الساخنة والتغليف النهائي: النقل اليدوي للتبريد. الاعتماد على العمال لنقل المنتجات السائلة المعبأة حديثًا وذات درجة الحرارة العالية إلى غرفة باردة كان لفترة طويلة عنق زجاجة لـ معدلات العائد وفخامة العلامة التجارية.
كانت التحدي تصميم نفق تبريد حيث يبقى السائل ثابتًا تمامًا أثناء تحركه عبر النفق حتى يتصلب بالكامل. هذا يتطلب مستوى من دقة الناقلات لا يمكن لخطوط التعبئة “الجافة” القياسية مجاراته ببساطة. لم نكن نقوم بنقل الزجاجات فقط؛ بل كنا نتحكم في انتقال الطور.
3. الحلول الهندسية: التحكم الدقيق في كل حركة
لتجاوز عنق الزجاجة في إنتاج كريمات الأحذية عالية السرعة، لم نقدم مجرد “آلات”—بل صممنا نظامًا متكاملًا متآزرًا. تحويل كومة غير منظمة من البرطمانات الفارغة إلى منتجات معبأة ومبردة وجاهزة للرف يتطلب مستوى من التنسيق الميكانيكي يوازن القوة الخام مع الدقة الجراحية. يتركز حلنا على مكونين أساسيين: الـ GHLP-1000 للتغذية الذكية والـ GHAGF-6 للتعبئة الدقيقة المخفضة للحرارة.
جسر الفجوة بين الإنسان والآلة: GHLP-1000 تعبئة ساخنة دقيقة لكريمات الأحذية المميزة
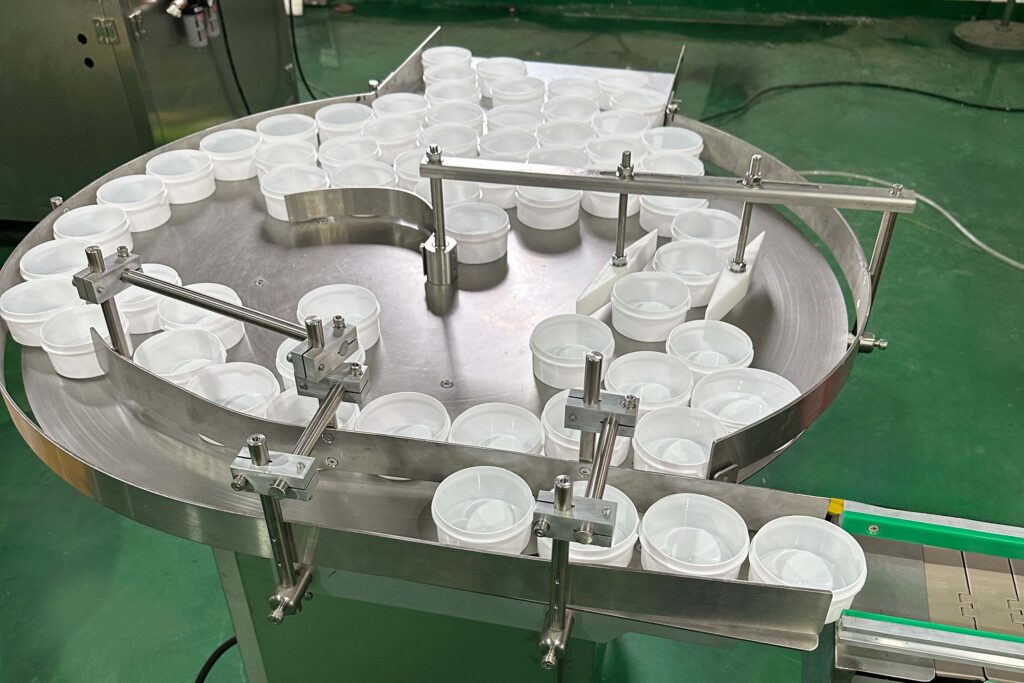
الخطوة الأولى لحل معضلة عميلنا كانت إدارة الإمداد الخام. كما ذُكر، التحميل اليدوي بطبيعته غير متسق. الـ GHLP-1000 مفرّك دوّار من الفولاذ المقاوم للصدأ يعمل كـ“العقل” عند مدخل الخط.
وفقًا لخبرتي، تحاول العديد من المنشآت خفض التكاليف باستخدام ناقل خطي بسيط للتحميل اليدوي. هذا خطأ. من دون مخزن مؤقت, ، تصبح أداءات خط التعبئة الساخنة المؤتمت بالكامل رهينة لإجهاد المشغل. إذا عطس عامل أو التفت بعيدًا لمدة خمس ثوانٍ، ستطلق رؤوس التعبئة في الفراغ، أو ستتعطل الآلة بخطأ.
يحل GHLP-1000 هذا عبر قرص دوار عالي العزم:
-
تدفق مستمر: يعمل القرص الدوار كـ مجمّع طرد مركزي. بينما يضع العمال الزجاجات عموديًا على السطح المصنوع من الفولاذ المقاوم للصدأ، يقوم بتخزينها وتنظيمها. حتى إذا توقف المشغل للحظة، يحافظ المخزون المخزن على تغذية الخط بالمعدل المطلوب 3000 زجاجة في الساعة.
-
آمن وصحي: مصنوع من فولاذ مقاوم للصدأ SUS304, ، مما يضمن بقاء المنتج خاليًا من الصدأ أو التلوث المعدني قبل وصوله إلى آلة التعبئة.
-
سهولة الاستخدام: للتعامل مع ثلاث أحجام مختلفة من الزجاجات، يقوم المشغل ببساطة بضبط عرض بوابة الخروج. تستغرق العملية أقل من دقيقتين، ما يتماشى تمامًا مع تغيير سريع (QCO) الأهداف.
إتقان التعبئة الساخنة: آلة التعبئة المسخنة المؤازرة GHAGF-6
قلب هذا المشروع هو آلة التعبئة الساخنة الأوتوماتيكية GHAGF-6 ذات 6 رؤوس مدفوعة بالسيرفو. إن خطوط تعبئة السوائل القياسية ببساطة ليست مجهزة لكريم تنظيف الأحذية الرياضية. أنت لا تملأ سائلاً فحسب؛ بل تملأ “شمعاً سائلاً” يميل إلى التصلب لحظة خروجه من الخزان.
1. ميزة المكابس المدفوعة بالسيرفو اخترنا نظامًا يعمل بمحرك سيرفو بدلاً من الأسطوانات الهوائية التقليدية لسبب واحد: التحكم. المكبس الهوائي يكون في الأساس “تشغيل” أو “إيقاف”. يتيح لنا محرك السيرفو تحديد السرعة الدقيقة لنبضة المكبس.
-
الملء من الأسفل إلى الأعلى: لمنع جيوب الهواء، تغوص الفوهات إلى قاع الزجاجة. ومع ضخ الكريم، يقوم محرك السيرفو بسحب الفوهة ببطء، محتفظًا بطرفها على بعد ملليمترات فقط فوق مستوى السائل الصاعد. هذا “حركة ”التتبع" تمنع الاضطراب الذي يسبب حفرًا سطحية غير جذابة.
-
الدقة الحجمية: حققنا دقة ملء تبلغ ±1%, مما يضمن ألا يمنح العميل منتجًا مجانيًا أو يملأ البرطمان بشكل ناقص. بالنسبة لبرطمان سعة 240 مل، هذا المستوى من الدقة يمثل الفارق بين تجربة فتح صندوق “فاخرة” وزجاجة فوضوية وفائضة.
2. الاستقرار الحراري عبر التغليف المسخن لحل “مفارقة اللزوجة والحرارة”، يستخدم GHAGF-6 نظام تعبئة مسخن معزول بالكامل. نحن لا نسخن الخزان فحسب؛ بل نسخن مسار المنتج بأكمله.
-
عمود تجميعي مسخن وفوهات: مزود بـ مضخة دوران مياه, ، هذا يضمن بقاء المعجون عند درجة الحرارة المثلى “للتدفق” (على سبيل المثال، 75°C) حتى اللحظة التي يصطدم فيها بالزجاجة.
-
تكنولوجيا منع التنقيط: واحدة من أكبر الصداع في المصانع المعتمدة على الشمع هي “الذيل” أو “الخيط” من البقايا الذي تتركه الفوهة. تتميز فوهاتنا بـ صمامات إيقاف نشطة التي تقطع التدفق بشكل نظيف، ضامنة عدم تساقط الشمع على خيوط الزجاجة أو الناقل. بالنسبة لعلامة تجارية “حذاء رياضي أبيض”، فإن قطرة شمع صفراء على زجاجة بيضاء تعتبر فشلاً جوهرياً في الجودة.
3. سلامة المواد المتفوقة لأن كريمات التنظيف تحتوي على العوامل الخافضة للتوتر السطحي التي يمكن أن تكون متآكلة بشكل طفيف مع مرور الوقت، فجميع أجزاء ملامسة المنتج مصنوعة من فولاذ مقاوم للصدأ SUS316. هذا من درجة أعلى من الفولاذ الغذائي القياسي، ويقدم مقاومة فائقة للمواد الكيميائية الموجودة في منظفات الأحذية الرياضية الحديثة.

| الميزات | المواصفات |
|---|---|
| عدد رؤوس التعبئة | 6 فوهات عالية الدقة |
| نطاق التعبئة | 50 مل – 500 مل (النطاق الأمثل: 100–260 مل) |
| الطاقة الإنتاجية | 3000 زجاجة في الساعة (بناءً على زجاجات بسعة 240 مل) |
| دقة التعبئة | ±1% |
| المادة | SUS304 (الإطار)، SUS316 (أجزاء التماس) |
| نظام التحكم | PLC من علامة تجارية مع واجهة HMI تعمل باللمس |
| متطلبات ضغط الهواء | 0.6 – 0.8 ميجا باسكال |
التشطيب المثالي: تقنية التبريد الآلي
تقدم خط إنتاجنا تقنية متقدمة نفق تبريد آلي متواصل. من خلال توجيه المنتج إلى نظام تبريد متخصص فور التعبئة وهو ساخن—دون أي تدخل يدوي—لم نحقق مجرد قفزة في الكفاءة؛ بل وضعنا معيارًا جديدًا لجودة المنتج.

1. انتقال سلس من التعبئة الساخنة إلى سلسلة التبريد
في خط إنتاج GDHP، لا تخضع الزجاجات لـ “رحلة متقطعة” بعد التعبئة. بل تنزلق فورًا وبسلاسة إلى نفق تبريد مستمر مخصص عبر نظام ناقل عالي الدقة وخالٍ من الاهتزازات. تضمن هذه المنطقية الخاصة بـ “الانتقال الساكن” أنه بينما يخضع المادي ل تغيير الطور من سائل إلى صلب، يبقى في حالة سكون تام. هذا يقضي تمامًا على العيوب السطحية أو التموجات الناتجة عن الاضطراب المادي الخارجي.
2. تقديم تجربة منتج متميزة
عندما يخرج المنتج من نفق التبريد المصمم بواسطة GDHP، وبعد أن يتماسك في بيئة ثابتة ومتحكم بها, ، ستُعرض عليك سطح ناعم كالمرآة، مستوٍ وخالٍ من الفقاعات. ، هذا الاتساق البصري الشديد يمثل أعلى معايير التصنيع ويمنح المنتج إحساسًا لا يمكن إنكاره بـ“الفخامة”. من خلال إزالة مرحلة المعالجة اليدوية، تفعل GDHP أكثر من مجرد تقليل شدة العمل والتكاليف—نستخدم التكنولوجيا لـ“تثبيت” معاييرك الجمالية, ، مما يضمن تميز منتجك على الرف وكسب ثقة المستهلك.
حل تحدي "التغيير السريع"
لتلبية حاجة العميل لثلاثة أحجام زجاجات مختلفة، دمجنا نظامًا متطورًا لإدارة “الـ”وصفة" في وحدة منطقية قابلة للبرمجة (PLC). عندما ينتقل العميل من حجم سفر 100 مل إلى عبوة قيمة 260 مل:
-
اختيار واجهة الإنسان-الآلة: يقوم المشغل ببساطة باختيار ملف التعريف “260مل” على شاشة اللمس لواجهة الإنسان-الآلة.
-
ضبط الشوط الآلي: المحركات السيرفو تعيد معايرة طول شوط الفوهة تلقائيًا لتناسب ارتفاع الزجاجة الأطول.
-
ضبط الحواجز بدون أدوات: يتم ضبط حواجز ناقل الحركة باستخدام عجلات يدوية مزودة بمقاييس رقمية مدمجة, مما يتيح إعدادات دقيقة قابلة للتكرار دون الحاجة إلى أدوات.
ما كان يستغرق فترة بعد الظهر بالكامل أصبح الآن يستغرق أقل من 15 دقيقة. أدى هذا التحسين في الكفاءة لوحده إلى زيادة بمقدار 20% في الإنتاج الشهري لعميلنا.
4. الخلاصة: ارتقِ بعلامتك التجارية من خلال التفوق الميكانيكي
تثبت رحلة أتمتة خط كريم تنظيف الأحذية هذا أنه في التصنيع الحديث، غالبًا ما تكون سياسة “كافية” وصفة للتقادم. من خلال دمج مُغذّي زجاجات GHLP-1000 مع الملء المسخن المدفوع بمحركات السيرفو GHAGF-6, ، لم يقتصر استثمار عميلنا على شراء معدات فحسب—بل استثمروا في ميزة تنافسية حاسمة.
لقد أتقنوا الآن الركائز الثلاث للإنتاج عالي المستوى:
-
الاتساق: كل عبوة تتميز بسطح مستوٍ وعاكس يعكس “جودة ممتازة” في اللحظة التي يفتح فيها المستهلك الغطاء.
-
القابلية للتوسع: ببلوغه قدرة إنتاجية مقدار 3000 زجاجة في الساعة سمح لهم بتأمين عقود مع تجار تجزئة من الدرجة الأولى على المستوى الوطني الذين لم يكن لديهم سابقًا حجم للخدمة.
-
المرونة: ال تغيير سريع للتجهيز حوّلت التصميم منشأتهم إلى محور رشيق، قادر على الاستجابة لاتجاهات السوق في الوقت الفعلي.
أخبر عملائي غالبًا أن أغلى الآلات هي تلك التي تبقى خاملة لأنها صعبة التنظيف أو بطيئة التعديل. تم تصميم خط التعبئة الحراري الآلي الكامل هذا بعكس هذه الفلسفة: فهو قوي وموثوق “حصان عمل” يعامل منتجك بعناية حرفي متمرس مع تقديم سرعة العصر الرقمي.
إذا كنت تكافح حاليًا مع اختناقات التعبئة اليدوية، أو أحجام التعبئة غير المتسقة، أو ظهور “ذيول” غير مقبول في معاجين التعبئة الحرارية، فلا يجب أن ترضى بهذه القيود. سواء كنت تعمل في عناية الأحذية الرياضية, المستحضرات التجميلية (أحمر الشفاه، المراهم)،, العناية المنزلية (الصابون، معاجين التنظيف/غسيل الأطباق)،, المركبات (شموع تلميع، عطور صلبة)،, الأدوية (المراهم الطبية، مرهم النمر)، أو الطعام (معلبات الشوكولاتة، زيت جوز الهند)، فإن مبادئ التسخين الدقيق والتحكم بالسيرفو هي مفاتيحك للمرحلة التالية.
هل أنت جاهز لتحويل اختناقات اليد إلى قصة نجاح عالية السرعة؟
سأكون سعيدًا بتوفير تخطيط CAD مخصص يُظهر كيف يتناسب هذا النظام ذي الرؤوس الستة مع مساحة الأرضية الحالية لديك، أو إرسال حاسبة العائد على الاستثمار للاطلاع على مدى سرعة استرداد هذا الأتمتة لتكلفتها بدقة.
هل هذا الحل مناسب لك؟
الأسئلة الشائعة
ما هي كفاءة الإنتاج لهذا الخط؟
كيف تضمن أن تكون سطح كريم الأحذية مستويًا وخاليًا من الفقاعات؟
-
نستخدم مكابس مدفوعة بموتورات سيرفو و تعبئة من الأسفل إلى الأعلى تقنية لرسم خريطة السرعة الدقيقة لسرعة حركة المكبس.
-
تغوص الفوهات إلى قاع الزجاجة وتتابع مستوى السائل المتصاعد لمنع الاضطراب والجيوب الهوائية.
-
An نفق تبريد آلي يضمن أن يبقى السائل ثابتًا تمامًا أثناء الانتقال من الحالة السائلة إلى الصلبة، مما يقضي على تموجات أو عيوب السطح.
كم من الوقت يستغرق التبديل بين أحجام الزجاجات المختلفة؟
-
يتميز النظام بـ “إدارة ”الوصفة» في PLC يتيح للمشغلين اختيار الملفات الشخصية المحفوظة مسبقًا على شاشة لمس.
-
يُجرى تعديلات ميكانيكية باستخدام عجّالات يدوية مع مقاييس رقمية ولا تتطلب أدوات.
-
تغيير كلي بين حجمَي الزجاجات (يتراوح من 100 مل إلى 260 مل) يستغرق أقل من 15 دقيقة.
كيف تتعامل المعدات مع تقلبات درجات الحرارة أثناء التعبئة الساخنة؟
-
تستخدم الآلة نظام تعبئة مسخن معزول بالكامل التي تحافظ على التوازن الحراري عبر الخزان والموزع والفوهات.
-
مضخة تدوير ماء تضمن بقاء المعجون عند درجة حرارة التدفق المثلى، مثل 75 درجة مئوية، حتى لحظة الصرف.
هل مادة المعدات مقاومة للتآكل؟
-
نعم، الإطار مُكوّن من فولاذ مقاوم للصدأ SUS304, ، وجميع أجزاء تلامس المنتج مصنعة من فولاذ مقاوم للصدأ SUS316.
-
هذا يوفر مقاومة فائقة للسيرفكتات والمواد الكيميائية النموذجية الموجودة في منظفات الأحذية الحديثة.